

















Numéro 25
Lire
Chapitre 8
L’art des finitions de haut vol.

Deux interrogations: art et précision peuvent-ils cohabiter dans un même espace ? Existe-t-il des œuvres d’art invisibles ? À ces questions presque philosophiques, l’atelier de finitions de Blancpain, au Brassus, répond avec fierté par l’affirmative.
Il n’est peut-être aucun autre aspect de la Haute Horlogerie que l’on comprenne moins bien que les finitions de mouvement. Une grande part des connaisseurs, même les plus éclairés qui savent parler de l’évolution des échappements, des complications et des matériaux, semblent n’avoir jamais accordé la même attention aux détails et à l’histoire des finitions. Pourtant, sans comprendre cette histoire, ses traditions et les détails de ce savoir-faire appliqué, comment faire la distinction entre un résultat moyen et un ouvrage sublime ?
Il y a deux-cents ans, la finition des mouvements relevait presque exclusivement de la fonctionnalité : il fallait protéger les composants de l’oxydation et de la corrosion. En traitant les surfaces et les arêtes des platines, des ponts et des composants en acier, on préservait le mouvement de ces deux forces délétères. Au fil du temps, le souci de fonctionnalité a pris une signification plus large, englobant la notion d’esthétisme, non seulement dans le but d’embellir les garde-temps, mais aussi comme caractéristique et démonstration de valeur. Alors qu’auparavant, seuls les cadrans et les boîtiers faisaient l’objet de cette attention artistique, la décoration des mouvements a peu à peu gagné en considération. Les grandes maisons horlogères genevoises ont contribué, par leurs pratiques, à développer l’importance accordée à l’apparence des mouvements. Les mouvements qu’elles utilisaient alors n’étaient pas « de manufacture », notamment pour les garde-temps à complication. Ils provenaient d’ateliers en dehors de la ville, souvent basés dans la Vallée de Joux, sous une forme qu’on appelait « ébauches ». Ces ébauches de mouvements, bien que fonctionnelles, étaient généralement inachevées et, dans certains cas, comportaient uniquement les complications. Pour différencier leurs garde-temps, au-delà du simple fait d’ajouter un boîtier, un cadran, des aiguilles et, parfois, un balancier et un échappement, les horlogers de Genève ont commencé à orner les ébauches à l’aide de techniques de décoration artistiques. Ces finitions appliquées au mouvement étaient, pour ces maisons, un moyen de montrer leur savoir-faire, leur excellence et leur identité de marque. En travaillant sur les ébauches, les horlogers genevois ont développé des motifs et des techniques artisanales qui perdurent aujourd’hui: les côtes de Genève (stries parallèles et brossage appliqués sur les ponts), l’anglage (chanfreinage des arêtes des ponts et des composants en acier), le perlage (tourbillons en forme de cercles appliqués sur les ponts et les platines), le poli miroir (sur les composants en acier), les traits droits et traits tirés (brossage délicat des surfaces planes des composants en acier), les moulures diamantées (polissage fin des découvertes). Aujourd’hui, ces décorations sont largement répandues dans le monde de l’horlogerie, mais à quel point restent-elles fidèles à la tradition? Quels détails et techniques donnent vie à ces motifs sur les garde-temps modernes? En revenant à la question posée en introduction, comment faire la différence entre une finition moyenne et une exécution d’exception ? Les réponses émergent par l’observation attentive du mouvement et, pour certains éléments, notamment ceux dissimulés dans les rouages, en faisant confiance à l’intégrité de la maison horlogère. C’est là que la nouvelle Grande Double Sonnerie de Blancpain entre en scène. Bien entendu, pour un garde-temps si complexe qui renferme plus d’un millier de composants, dresser ici la liste exhaustive de chaque élément serait d’un ennui mortel. Penchons-nous plutôt sur les composants les plus représentatifs du mouvement pour découvrir dans quelle mesure la Maison a respecté le savoir-faire artistique des décorations de chacun d’eux.
ANGLAGE
Exemple : le pont de quantième perpétuel. Un simple coup d’œil à ce pont (comme à tous les ponts et à la platine du mouvement) suffit pour comprendre ce qui le distingue de la norme admise en horlogerie. Les ponts sont presque systématiquement réalisés en laiton, plus rarement en maillechort. Pour les ponts et la platine de sa Grande Double Sonnerie, Blancpain a pourtant choisi l’or rouge, dont l’éclat après finition est incomparable. La forme du pont indique la complexité du processus de finition. Lorsqu’il est bien exécuté, l’anglage sur le pourtour d’un composant demande du temps. Nous en évoquerons bientôt les étapes. Cependant, ce pont a été ajouré. L’anglage doit donc non seulement embellir les arêtes extérieures, mais aussi les arêtes intérieures, ce qui représente un travail cinq fois plus important que pour un pont classique. Ce sont là les conclusions que l’on peut tirer d’un premier examen visuel. Scruter les détails nous en apprend bien plus.
Les plus fins observateurs sauront repérer les angles intérieurs aigus que les horlogers appellent « angles rentrants », remarquables par la ligne nette qui sépare les deux côtés de l’arête anglée. Sur ce seul pont, on dénombre 43 angles rentrants. Il y en a au total 148 dans tout le mouvement ! Ces angles sont les indices qui nous révèlent la méthode retenue pour la finition – qui exclut d’autres techniques moins coûteuses, moins exigeantes, moins longues et moins artisanales. Lorsqu’une bordure est arrondie, il est possible d’avoir recours à des tourets électriques pour réaliser l’anglage. Les angles arrondis étant moins difficiles et plus rapides à décorer, ce type de construction est souvent favorisé afin d’éviter les angles rentrants. Ceux que l’on voit sur ce pont ont été décorés non pas avec un outil électrique, mais tout au long d’un processus complexe réalisé à la main en plusieurs étapes, dont chacune exige dextérité et précaution.
L’anglage commence au burin. L’artisan taille toutes les arêtes à un angle de 30 degrés par rapport à la surface supérieure. Si cette description vous rappelle les gestes des métiers d’art, gardez bien cette image en tête, car elle est d’une grande justesse.

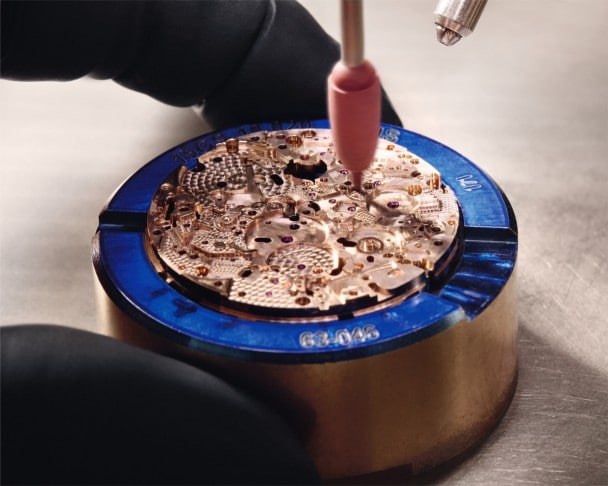
La dernière étape du polissage, qui donne son lustre particulier à l’anglage, est réalisée à l’aide d’une tige de gentiane.
L’angle du biseau est très soigneusement choisi. La pratique qui avait cours auparavant chez Blancpain (et dans la majorité des ateliers d’horlogerie) était d’effectuer un anglage à 45 degrés sur les arêtes des composants. En optant pour une inclinaison à 30 degrés, l’éclat du biseau terminé est plus facile à percevoir pour le propriétaire. Les angles davantage inclinés se remarquent généralement moins et, dans certaines positions, peuvent projeter des reflets sur les éléments voisins. Après le biseautage des angles à 30 degrés, l’artisan entame plusieurs étapes de polissage au bois, en utilisant des papiers abrasifs de plus en plus fins. La dernière étape, réalisée avec une pâte dont les grains mesurent 1 micron, est époustouflante. Au toucher, la poudre est parfaitement lisse. Mais cette étape n’est pas tout à fait la dernière. Dans le respect de la grande tradition de la Vallée de Joux, Blancpain récolte des tiges de gentiane, une plante sauvage qui pousse près de l’atelier. En association avec un mélange tenu secret, cette essence apporte la touche finale à l’éclat brillant de la surface.
Au talent artistique nécessaire à l’anglage des arêtes compliquées de ce pont s’ajoutent des exigences horlogères qu’il faut respecter. Tout au long de ces étapes délicates, les décorateurs chargés des finitions doivent scrupuleusement veiller à ne pas altérer la forme des composants, et notamment leur planéité. C’est un paramètre critique dans le cas des composants ajourés, car toute mauvaise manipulation peut entraîner une pliure. Ainsi, la planéité est vérifiée au terme de l’ensemble des opérations de finition.


Burins, outils en bois et gentiane utilisés dans les nombreuses étapes de l’anglage.


Polissage de l’anglage d’un timbre en or et d’une zone de la platine.
PERLAGE
Exemple: la platine. La Grande Double Sonnerie se distingue des autres grandes complications de prestige par la construction entièrement intégrée de son mouvement, qui ne comporte qu’une seule platine – aucune platine séparée n’a été ajoutée pour des modules. La platine de la Grande Double Sonnerie s’avère d’une rare complexité. Rien que sur la surface supérieure, les concepteurs l’ont subdivisée en un ensemble de zones imbriquées, la plupart décorée par un perlage. Bien souvent, en horlogerie, le perlage de la platine est réalisé avec des cercles d’un seul et même diamètre. Les décorateurs de Blancpain ont estimé qu’une telle uniformité ne respecterait pas les formes et les dimensions des différentes zones de la platine. Au contraire, ce sont les caractéristiques de chaque zone qui dictent le diamètre des « cercles » du perlage. Ainsi, le perlage effectué ici présente quatre diamètres différents, dont l’un est plus petit que celui permis par le plus petit des polissoirs standards. Un polissoir d’une extraordinaire finesse – à peine 0,7 mm de diamètre – a donc dû être façonné sur mesure par les artisans.
Mais créer un outil spécial pour réaliser les petits cercles du perlage n’était que le début. Généralement, cette décoration est appliquée directement sur le composant. Dans le but d’accentuer encore son raffinement, Blancpain commence le processus en satinant la surface.1 Les étapes suivantes requièrent des compétences remarquables et un regard expert. Le décorateur étudie chaque zone de la platine et applique chaque « perle » à la main. Le placement de chacun de ces innombrables cercles est critique pour remplir harmonieusement la forme. Acquérir cette compétence demande des années de pratique, car l’emplacement de chaque cercle doit être parfait. De plus, l’artisan doit exercer la même pression sur chaque cercle pour assurer l’uniformité de l’ensemble. Un travail manuel effectué à une échelle sidérante: sur la platine seule, on dénombre pas moins de 3484 perles, appliquées une par une, à la main. Pour reconnaître un perlage d’excellence par rapport à un travail plus ordinaire, le propriétaire d’une montre doit donc observer les variations de taille, qui assurent l’harmonie des formes de chaque zone, l’uniformité de l’exécution, ainsi que la précision du placement des perles. L’autre face de la platine n’est pas en reste puisqu’elle doit être décorée de la même manière.
1 Avant de commencer le perlage, la platine doit passer par huit étapes de préparation.
Le motif élaboré du perlage réalisé sur la platine.
CÔTES DE GENÈVE
Exemple: l’un des ponts du mouvement. Historiquement, la largeur des lignes constituant les côtes de Genève n’a jamais été spécifiée, ce qui est toujours le cas aujourd’hui.2 L’harmonie et la régularité sont les caractéristiques les plus décisives.
« Finesse » est le terme le mieux adapté à cette décoration horlogère. L’objectif est d’obtenir des stries nettement définies sans toutefois être trop marquées, séparées par une surface délicatement grainée. La technique la plus répandue pour réaliser des côtes de Genève est d’employer un cylindre rotatif, sur lequel on colle un morceau de papier abrasif. L’ensemble est ensuite tiré le long de la surface du composant, chaque traction produisant une côte. Cherchant à sublimer cette finition, Blancpain a remplacé l’ensemble composé du cylindre et du papier abrasif, qui produit de minuscules altérations de la planéité, par un cylindre solide en pierre carbonée. Ce matériau a l’avantage d’offrir une plus grande précision et de façonner des surfaces plus régulières, mais il requiert un travail plus lent. Avec le papier abrasif, un seul passage suffit pour chaque côte. Avec la pierre carbonée, chaque côte doit être tracée en quatre à cinq passages, retirant à peine 5 microns de matière à chaque fois. Cette technique demande une grande dextérité: l’artisan doit déplacer la pierre carbonée à une vitesse constante pour que l’espace entre les fines lignes du motif reste le même. À la fin, on obtient des côtes au tracé net, séparées par des lignes délicates.
POLI MIROIR
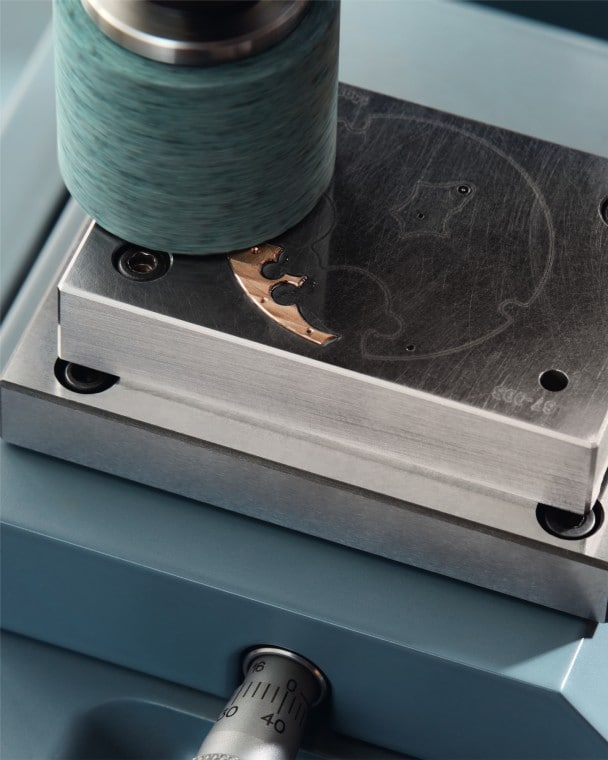
Exemples : les marteaux de la sonnerie et la cage de tourbillon. Traditionnellement, les marteaux des sonneries prestigieuses (grande sonnerie, petite sonnerie et répétition minutes) sont réalisés en acier et ornés d’un poli miroir, tant par souci d’élégance que pour les protéger de la corrosion. La technique paraît simple: on frotte le composant sur une surface plane et dure jusqu’à ce qu’il brille. Mais l’écart qui sépare cette description de la réalité est prodigieusement grand. La plupart des décorateurs utilisent un bloc d’étain très plat, sur lequel ils polissent le composant en effectuant un mouvement circulaire. Pour obtenir un poli d’une finesse absolue et sans la moindre rayure, même microscopique, les artisans de Blancpain observent une étape supplémentaire : ils modifient le bloc en y imprimant de fines entailles entrecroisées. Ces entailles permettent de capturer les infimes particules retirées au fil du polissage. Le marteau est attaché à un disque sur mesure, doté de deux pieds de soutien et d’une attache pour fixer le composant, comme un trépied. Au début du polissage, un mélange à base de poudre de diamant est étalé à sa surface. L’artisan évalue la progression en se fiant à ses sensations, détectant la fin du processus quand le composant semble adhérer au bloc. La même technique est utilisée pour le pont supérieur du tourbillon et la roue à colonne du mouvement.
2 En effet, les exemples de montres de poche du XIXe siècle aux côtes de largeurs différentes ne manquent pas. Certaines peuvent être jusqu’à deux fois plus larges que les dimensions auxquelles nous sommes habitués !
Le cylindre en pierre carbonée traçant une côte de Genève sur un pont.

L’outil spécial permettant de maintenir l’un des marteaux à polir.
TRAITS DROITS, TRAITS TIRÉS, SATINÉ CIRCULAIRE
Exemples: composants en acier et timbres en or. Bien sûr, les arêtes des composants en acier sont anglées et polies. Mais qu’en est-il des surfaces planes ? Pour un composant allongé, l’artisan doit d’abord vérifier la planéité de sa surface, selon des critères de tolérance très stricts. Quant à la finition à proprement parler, un abrasif de 30 microns et du bois permettent de faire apparaître les traits fins et rectilignes attendus. Le geste s’effectue avec une extrême précaution afin que les lignes soient parfaitement droites et alignées sur l’ensemble de la surface. Une technique spéciale est nécessaire pour les timbres en or. Une légère finition satinée est appliquée en maintenant le timbre grâce à un support sur mesure, que l’on vient faire tourner à la main sous un outil abrasif.
MOULURES DIAMANTÉES
Exemple : les découvertes. Laisser brut le bord d’un trou accueillant une vis est impensable. Cette bordure, appelée moulure, doit être polie. Complétant la liste impressionnante des bois de polissage que l’on trouve dans un atelier de finition, le cerisier est idéal pour le polissage des moulures. L’éclat qu’il leur donne apporte du contraste et met en valeur la tête de vis qui s’y loge, rehaussée par un poli miroir.
L’INVISIBLE
Toutes les finitions que nous venons de décrire sont visibles sur un côté des composants. Qu’en est-il du côté que l’on ne voit pas ? Les finitions sont identiques, réalisées avec le même soin et la même exigence que sur les faces visibles. Et puis il y a ce détail, summum de l’expression artistique des finitions cachées. Le mouvement est doté d’une plaque en or. Sa face visible porte la signature gravée de Blancpain. Au revers, totalement dissimulé une fois le mouvement assemblé, la plaque est ornée de la signature personnelle de l’horloger qui a assemblé le garde-temps. Seuls cet horloger, l’artisan-décorateur et, plus tard, l’horloger qui assurera la révision de la montre, pourront voir cette œuvre cachée.
Les artisans qui travaillent dans les ateliers de finition de Blancpain, au Brassus, sont de véritables artistes. Ils confèrent de la beauté aux formes complexes des myriades de composants logés dans le boîtier de la Grande Double Sonnerie. Chaque forme, unique, soulève des défis qui lui sont propres. Au-delà de leur expertise et de leur maîtrise absolue du geste, les artisans-décorateurs jouent un rôle indispensable pour préserver la précision de chaque élément. Un art véritable, qui s’apprécie à la loupe. •


Un échantillon de la multitude d’outils de finition existants. Chaque outil sert à décorer un composant spécifique à une étape de finition particulière.

Polissage d’une moulure au bois de cerisier (moulures diamantées).

Chapitre 09
Le tourbillon volant selon Blancpain : une construction signature de la Maison.















