









Issue 25
読む
Chapter 6
ワイングラスで愉しむ新たな伝統の味


「酒」とは厳密にはどのようなものなのであろうか。 ウィットに富んだ人なら、この点についてきっと即座 に、「それはライスワイン、つまり米で作る日本酒のこ とだよ」ときっぱりとした答えがおどけた口調で返っ てくることであろう。確かにその通りではあるが、で は、甘すぎる濁ったアルコールで、食前酒として供さ れるのであろうか。あるいはむしろ、ある種のアペリ ティフと同じような発泡性の飲み物なのであろうか。 それとも、爽やかで力強いタイプで、小さいグラスで 温かい状態で飲むものであろうか。しかしまた、透き 通った、そして控えめな味わいで香り高く、アルコー ル度数の低い飲み物で、冷やしてワイングラスで供 し、食事と共に楽しむものかもしれない。ここで取り 上げるのは、まさにこの種の飲み物である。というの も、それが酒の世界における最新トレンドであるだけ ではなく、著名なフランスのシェフたちの関心を引き 付けているからだ。例えばジョエル・ロブション氏は、 彼の有名なミシュラン星付きレストランのワインリスト に、この新しい種類の飲み物を加えている。
この現代的な種類の酒の中でも、特に優れたレベル の酒がある。その代表が、すっきりとした口当たりを特 徴とする「獺祭」(だっさい)だ。極めて上品で柔らか な味わいの「獺祭磨き二割三分」と「獺祭磨きその先 へ」はいずれも、蔵出し後はなるべく早めに飲むのに 適している。その他にも、京都の「月の桂」銘柄の琥 珀色の古酒が挙げられる。スタイルや製造方法、熟 成期間の違いにもかかわらず、この2つの酒はいずれ も、食事とともにワイングラスでいただくと、味わいが 一層引き立つという点で共通している。
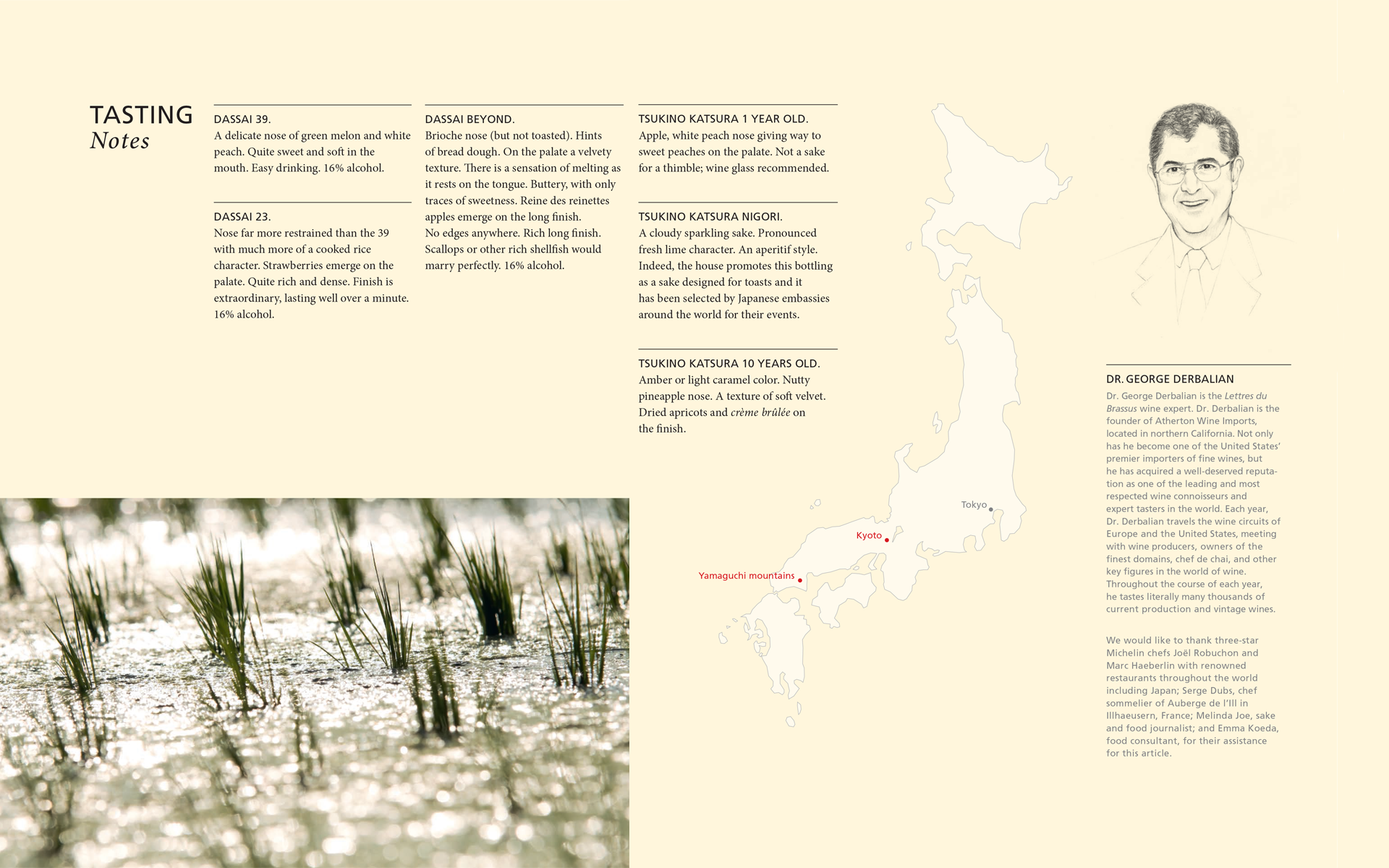
全ての酒の製造工程に共通する基本原則は次の通 りである。まず米の選択から始まるが、酒造に最適な 品種は山田錦である。とはいえ、2010年の段階で110 種類もの酒米が栽培されている。酒米は、デンプンが 米粒の中心に集中して含まれているためにかなり硬 く、その点で食用の一般米とは系統が異なる。食用 米では、デンプンが米粒全体にわたって幅広く分布 しているため、酒米ほど硬くない。
最初の主な工程は、米粒の外殻を削り落とすための 精米である。この段階では、外殻を取り去った割合、 つまり精米歩合を選択する。これは通常、精米後に 残った量に相当する数値で示される。一般的な原則 として、最高級の酒には、50%以下になるまで磨いて 外殻を取り去った状態の米が用いられる。この程度の 精米歩合の酒は「大吟醸酒」と呼ばれ、60%以下の 精米歩合の酒は「吟醸酒」である。もちろん、これらより も品質の低い酒もあり、精米の程度がより低い米を用 いて造られている。精米工程では、精米後に残す米 粒の中心部のデンプン質構造が割れたり、砕けてしま うのを避けるため、細心の注意を払う必要がある。
精米が完了すると、米を洗米し、蒸す。ワインと日本 酒の製造上の大きな違いが現れるのがこの次のステ ップだ。ブドウには天然の糖分と酵母が含まれている ため、糖質がアルコールへと変わる発酵が自然に生 じる。実際、多くのワイン製造業者は発酵開始を遅ら せるための手段を講じている。そうしなければ、樽の中 に入れられたブドウの発酵が「自動的に」始まってし まうからだ。一方、米の発酵には助けとなるものが必 要である。蒸米の一部を別に取っておき、「麹菌」と呼 ばれる一種のカビを加える。顕微鏡で見ると、ブロッ コリーを思い起こさせるこの菌は、学名「Aspergillus oryzae」(アスペルギルス・オリザエ)という。実際には、 この麹菌には黒、白、黄色の3種類があり、酒に使用 されるのは黄色のものである。やはり発酵食品である 醤油や味噌の製造にも、酒とは別の種類の麹菌が使 用されている。
一部の米に麹菌を植え付ける工程は注意深く管理 され、通常は2日間を要する。温度と湿度は、厳しく監 視、管理される。さらに、「蔵人」と呼ばれる酒造り職 人には、この工程を通じて、米と酵母菌を組み合わせ たもの(「麹」と呼ばれる)を混ぜ合わせ、菌が米に均 等に行き渡るようにする作業が要求される。この作業 の目的は米のデンプンからブドウ糖を生 成すること で、この糖質が、その後の発酵において重要な役割 を果たす。
麹造りが完了すると、その麹を、水、清酒酵母と共に 残りの蒸米に戻して加える。この酵母には、速醸もと(獺 祭に用いられる)や、ある種の乳酸(清酒酵母は弱酸 性環境で最適に作用)など、数種類ある。最高の酒 を造る上で望ましい条件は、低温で長期間発酵させ ることだ。通常、発酵期間は25~35日間程度である。
その後、漉し器を用いて圧搾するか、あるいは遠心分離 工程によって沈殿した滓(おり)を、酒から取り除く。 ろ過は複数回行われることもある。そして最終工程 は、火入れと瓶詰めとなる。


麹菌を米に均等に行き渡るように 混ぜる。
獺 祭の蔵元は日本の南部に位置する山口県の山 間部にあり、岩国市中心部から車で1時間の距離に ある。この酒蔵は、近年までは現在の社名とは異な っていたが、1770年から酒造りを続けている。獺祭の 蔵元の現社長、桜井博志氏は、1984年に、家業であ るこの酒蔵の経営を引き継いだ。当時、この会社は 倒産の危機に瀕しており、その頃のこの酒蔵の酒は、 低価格で品質も低く、衰退しつつあった地方の市場 で苦戦していた。そこで桜井社長は、地元以外の地 域、特に東京で事業を発展させる必要があると考え た。この目標を達成するためには、革新的な変化、すな わち最 高 の 大 吟 醸 酒 の 製 造を目指して、事 業 方 針を全面的に転換する必要があった。そして、この計 画を実行するにあたり、水以外の全てを変えることに なる。すなわち、新しい醸造責任者(「杜氏」)を採用 し、原料を最高級の米に切り替え、さらに精米歩合を 75%から当時は前例のなかった23%へと変えたのだ。
これらの改革を実行する際、桜井氏は、社長がまとも な判断力を失ったなどという厳しい非難や苦言に耐 えなければならなかった。1980年代には、最高級の酒 を求める機運は生まれていなかった。桜井社長が当 時のことを語っているが、「どんな酒でも酒は酒」と言 われていたのだ。彼は日本で初めて集団から抜け出 した人物だった。そうしたリスクを負うという着想は、 なんと、ボルドーに端を発している。桜井氏は、シャトー ・ムートン・ロートシルトが格 付けをプルミエ・グラン・ クリュ(第一級)に昇格させようと長年にわたって奮 闘し、ついに1973年に昇格が叶ったことを知る。その ことから、自身の酒蔵の酒で実現したい優れた品質 について人々に説明し、納得させるための苦難に立 ち向かう勇気を得たのである。
酒造技術を向上させ、高みを極める上で、数々の挑 戦がなされた。その多くは、地元の硬度の非常に低い 軟水に関するものだった。発酵を促進する要素として は、特にカリウム、マグネシウム、そしてリン酸といった ミネラルが理想的だ。また重要な点として、鉄やマン ガンといった一部のミネラルは酒の色合いや風味を 損なうことが挙げられる。地元の軟水には発酵を促 進する特定のミネラルが不足していた。しかしその性 質により、結果として発酵が緩やかに進み、最終的な 製品に極めて洗練されたエレガントな味わいがもたら される、という一種の強みが生まれることが分かった のだ。とは言うものの、桜井社長によれば、蔵元の杜 氏とチームが完璧な工程を確立し、例の軟水を長所 に変えるまでには、多くの失敗をしたり、間違った方向 に迷い込むこともあったそうである。
その他にも、品質の向上を目指して、酒造工程に変 更が加えられた。例えば、獺祭には麹菌の標準使用 量の約10%のみを使用。するともちろん、発酵が緩や かになるが、その長い発酵期間によって、菌が米の 外側だけにとどまるのではなく、米全体に浸透するよ うになる。
桜井博志氏は、米に関しては、蔵元から300km離れ た関西の兵庫県にある山田錦の産地を選んだ。同 氏は、米の生産者を入念に選択しており、最高級の 米を生産している選び抜かれた農家からのみ仕入れ ている。日本では、米は産地に基づいて分類されるわ けではないが、5つの昇順品質ランクに分類されてい る。そして獺祭の蔵元では、仕入れる米を慎重に選別 しているのである。

桜井博志氏
「 獺 祭 磨き二 割 三 分 」の発 売は、画 期 的な出来 事 であった。そして今や、多くの模倣業者が出現するほ ど。これはまさに、高級ワインの代わりとして食事と共 に楽しむための高級な酒という新しい市場カテゴリー で起こっていることである。「獺祭磨き二割三分」がま すます成功を収めるにつれ、桜井博志氏は次の段階 として、究極の酒を考えるようになった。
桜 井 社 長 が 生み出した極 上の酒は、多くの点で、 シャンパンの世界におけるキュヴェ・プレステージに似 ている。そして、最高の酒を造るための努力が続けら れた。こうして実現した見事な酒は、「獺祭磨きその 先へ」と名付けられたが、まさにこの酒の全てを物語る 名前といえよう。精米歩合については、「磨き二割三 分」の23%よりもさらに磨き込んでいる。その数字は 「磨き二割三分」とは違って公表されていないが、20% 未満とされている。しかし、「磨きその先へ」で重要な 点は、単に数字だけではない。精米歩合よりも多くの 要素が関わっているのだ。例えば、麹が異なる。より長 い時間をかけて麹造りを行い、さらに深い味わいを 表現したのである。しかしながら、「磨き二割三分」と の共通点もある。「磨きその先へ」も「磨き二割三分」 も、酒として日本初の特徴を持っている。現在では、 他社も「磨き二割三分」を追随するように、各社独自 の高級酒を製造している。「磨きその先へ」は、年間生 産量がわずか1万5000本という究極の限定品である。
獺祭の名声が広がるにつれて、米国とヨーロッパの レストランにも販売されるようになった。実際、安倍首 相がホワイトハウスを訪問した際、全てのテーブルに 「獺祭磨き二割三分」が供され、オバマ大統領のグラ スには特別に「獺祭磨きその先へ」が注がれたのだ。
「磨きその先へ」も「磨き二割三分」も、ほとんど全て の酒と同様に、蔵出し後1~3か月以内が最適な飲 み頃である。どちらも、瓶詰めの状態では熟成しない。




月の桂は、京都で最も長い歴史を誇る、つまり日本で も最も古い造り酒屋の1軒である。1675年創業のこの 蔵元は、14代にわたって創業家一族によって受け継 がれてきた。そして、にごり酒、すなわちろ過せず滓を 残した酒から、古酒まで幅広い種類の酒を製造して いる。この蔵元のにごり酒は、大吟醸酒の規準で造ら れた最初のにごり酒として有名である。
しかし、私たちが京都にあるこの造り酒屋を訪問する きっかけとなったのは、ここで造られる「古酒」と呼ば れる独自の長期熟成酒だった。長期熟成される酒は 非常に珍しく、原則として酒は長期間熟成されること はない。醸造工程が完了すると、それ以上熟成する ことはなく、その後はむしろ時間が経つにつれて劣化 していくからである。そのため、この苛酷な現実に例 外が存在しうると考えただけで、その蔵元の秘密を知 るために月の桂を訪れる価値があったのだ。
「月の桂」銘柄の古酒に関しては、相反する面白い 面がある。すなわち、この蔵元の古酒は「画期的な」 もののように思われるのだが、その一方で、私たちは、 それが決して革 新 的な酒ではなく、少なくとも1683 年には古酒についての発想が生まれていたことを知 ったのであった。月の桂の代表取締役社長、増田德 兵衞氏によると、同氏の父親がその昔の時代の本を 偶然見つけ、そこには古酒について記されていたそう だ。この知識の伝承に加えて、同じ時代の料理本も 発見され、その本には古酒だけではなく、古酒と共に 食されていた食べ物についても書かれていた。
そのかつての古酒の製法に関する詳細な記述が欠 けていたため、増田氏の父親は、東京大学で醸造学 を専門としていた坂口謹一郎教授に相談。教授は、 熟成に磁器を使ってみるよう提案した。


増田德兵衞氏
最大の課題は、300年前に使われていた容器に似て いると思われる磁器を見つけること。適切な容器を探 し求めた結果、日本と中国で磁器の水差しが少しだ け見つかった。しかし、似たような形の品はもう日本で は生産されていないため、月の桂では現在、中国の 景徳鎮に製作を依頼し、その在庫を用心深く管理し ている。こうした古い磁器の樽にはどのような特徴が あるのであろうか。実は磁器は多孔質であるため、適 切な量の外気のみが酒に触れるようにすることができ るのだ。つまり、酒は呼吸するのである…それも多す ぎず、少なすぎない量で。そのため、最新の密封容器 やガラス瓶などは代替品にはならない。幸いにも、磁 器の容器は再利用が可能である。しかし、増田氏が 利用できる容器の数は限られているため、蔵元で製 造できる古酒の量はかなり制限されている。その生産 量は年間わずか1200本!
月の桂では職人技による製造工程を採用している。 「蔵」と呼ばれる2棟の低い木造の醸造所が細い道 をまたぐようにバランス良く配置され、古風な趣を感じ させ、ブルゴーニュ地方にある多くの醸造所を想い 起こさせる。そこでも、ドメーヌのワインは手作業で製 造され、その年間生産量は限られている。古酒の精 米歩合は35%以下なので、大吟醸酒とみなされる。
熟 成する予定の酒のろ過と火入れが終わると、磁器の 容器に入れ、冷暗所に貯蔵する。これも、フランスのブ ルゴーニュ地方の地下蔵と同様だ。通常、そこで10 年間に渡って寝かせる。しかし例外として、蔵内には、 もっと長く熟成された酒が入った磁器の容器も多くあ り、磁器の水差しにはそれぞれ、醸造年が記されて いる。 熟成が完了した酒については、瓶詰めの前に、ろ過し て滓を取り除き、もう一度火入れを施す。この時点で、 飲むことができるようになる。他のあらゆる酒とは異な り、光が当たらないようにすれば、古酒は長期間にわ たって貯蔵することができる。但し、瓶詰めの状態で は品質が向上したり、熟成が進むことはないので、貯 蔵しておくことで何らかの効果が得られるわけではな い。ボトルのラベルには、増田社長が父親に敬意を表 し、父親の手書きの文字が採用されている。
近いうちに、「月の桂」銘柄の極上の酒が登場する。 蔵元では、50年にわたって貯蔵、熟成した酒の特別 ボトルを発売する予定である。そのうちの1本は、パリ のヴァンドーム広場に位置するホテル・リッツ内の伝 説的なバー「ヘミングウェイ」で供されることになって いる。

熟成中の「月の桂」。磁器の 器に書かれた数字は醸造年。

Chapter 07
2つの主力ムーブメントの刷新










