

















Numero 25
Leggi
Capitolo 8
L’arte della finitura di pregio.

Due domande incisive. Primo, possono arte e precisione coesi- stere nello stesso spazio? Secondo, chi ha mai sentito parlare di un’arte nascosta alla vista? L’atelier dedicato al finissage di Blancpain a Le Brassus non solo risponde con enfasi affermativamente alla prima domanda, ma conferma anche la seconda.
Forse nessun aspetto dell’alta orologeria è più frainteso della rifinitura dei movimenti. Sembra che anche la maggior parte dei conoscitori più esperti, quelli che conoscono a memoria l’evoluzione degli scappamenti, delle complicazioni e dei materiali, non abbiano dedicato la stessa attenzione ai dettagli o alla storia del finissage. Eppure, senza comprendere la storia, le tradizioni e i dettagli dell’arte che la caratterizza, come si può distinguere tra ciò che è mediocre e ciò che è sublime?
Duecento anni fa, il finissage dei movimenti era quasi esclusivamente incentrato sull’utilità: proteggere dall’ossidazione e dalla corrosione. Trattando le superfici e i bordi di platine, ponti e componenti in acciaio, questi due nemici della longevità potevano essere tenuti a bada. Col tempo, tuttavia, questo approccio funzionale si è ampliato. L’arte si è affermata, non solo come un modo per conferire bellezza ai segnatempo, ma come segno e dimostrazione di valore. Con quadranti e casse come primi oggetti dei métiers d’art, l’attenzione si è spostata fino a includere la decorazione dei movimenti. A questo nuovo focus sull’aspetto del movimento hanno contribuito anche le pratiche commerciali delle grandi Maisons ginevrine, che utilizzavano movimenti, in particolare per segnatempo complicati, che non erano, di fatto, prodotti “in casa”. Piuttosto, i loro movimenti provenivano da fonti esterne alla città, molte delle quali nella Vallée de Joux, sotto forma di ciò che era noto come “ebauches”. Questi movimenti ebauches, sebbene funzionali, erano spesso non finiti e, in alcuni casi, consistevano unicamente nelle complicazioni. Per distinguere i propri segnatempo oltre all’aggiunta della cassa, del quadrante, delle lancette e, in alcuni casi, del bilanciere e dello scappamento, le Maisons ginevrine iniziarono a impreziosire gli ebauches con tecniche decorative applicate artisticamente.
Queste finiture venivano applicate al movimento come mezzo per le case orologiere di segnalare la loro abilità, dimostrare l’eccellenza e, di fatto, l’identità del loro marchio. Lavorando sugli ebauches, gli orologiai ginevrini hanno sviluppato motivi e tecniche artigianali che resistono ancora oggi: côte de genève (nervature e spazzolatura applicate ai ponti), anglage (smussatura dei bordi dei ponti e dei componenti in acciaio), perlage (vortici a forma di cerchi applicati a ponti e platine), poli miroir (lucidatura a specchio dei componenti in acciaio), traits droits/traits tirés (spazzolatura fine delle superfici piane di componenti in acciaio), moulures diamantées (lucidatura fine delle svasature). Oggi, questi motivi decorativi sono ampiamente utilizzati nel mondo orologiero, ma con quale fedeltà? Quali dettagli e tecniche sono alla base di questi motivi nei segnatempo moderni? Tornando alla domanda posta all’inizio, come distinguere tra il mediocre e il sublime? Le risposte emergono da un esame attento e approfondito del movimento e, per certi elementi, in particolare le finiture nascoste alla vista, dalla fiducia nell’integrità della Maison orologiera. Pertanto, in primo piano, presentiamo la nuova Grande Double Sonnerie di Blancpain. Naturalmente, per un orologio così complicato, con più di 1000 componenti singoli, un catalogo delle finiture di ogni elemento in Lettres du Brassus sarebbe davvero un tomo pesante. Esaminiamo invece alcuni componenti rappresentativi del movimento come esempi di come Blancpain abbia rispettato l’arte del mestiere nella decorazione di ciascuno di essi.
ANGLAGE
Esempio: il ponte del calendario perpetuo. Basta un breve sguardo a questo ponte e, in realtà, a tutti i ponti e alla platina, per distinguerlo da ciò che è standard nel mondo dell’orologeria. Quasi universalmente, questi componenti sono realizzati in ottone e, molto meno frequentemente, in alpacca. Per la Grande Double Sonnerie, invece, Blancpain ha scelto l’oro rosso per ponti e platina, apprezzando la luminosità supplementare che emerge quando vengono finiti. La forma del ponte segnala la complessità della sua finitura. Se eseguita correttamente, la finitura anglage applicata al perimetro di un componente è un processo che richiede molto tempo, e tra poco ne descriveremo le fasi. Tuttavia, questo ponte è stato scheletrato, quindi la finitura anglage non solo deve essere applicata ai bordi esterni, ma anche a tutti i bordi interni. Ciò comporta un aumento di cinque volte della quantità di anglage rispetto a un ponte pieno. Ma questo è soltanto ciò che si vede a prima vista. I dettagli insegnano molto di più.
Gli osservatori esperti noteranno angoli interni vivi che gli orologiai chiamano “angles rentrants”. Questi sono degni di nota poiché esiste una linea netta che divide i due lati della forma smussata. Questo ponte, da solo, presenta 43 angoli interni vivi.
Nel movimento vi è un totale di 148 angoli interni vivi. Questi angoli sono l’indizio che mostra il metodo di finitura e, al tempo stesso, esclude metodi meno costosi, meno meticolosi, meno dispendiosi in termini di tempo e meno artigianali. Quando un profilo è arrotondato, si possono impiegare utensili elettrici rotanti per applicare una smussatura al bordo. Poiché i bordi arrotondati sono molto meno impegnativi e richiedono meno tempo per la finitura, è diventata la norma in Svizzera progettare componenti con forme arrotondate, evitando così angoli interni acuti. Al posto di un utensile elettrico, gli angoli interni acuti di questo ponte possono essere ottenuti solo tramite un elaborato processo a più fasi, ciascuna delle quali richiede un lavoro manuale accurato e qualificato.
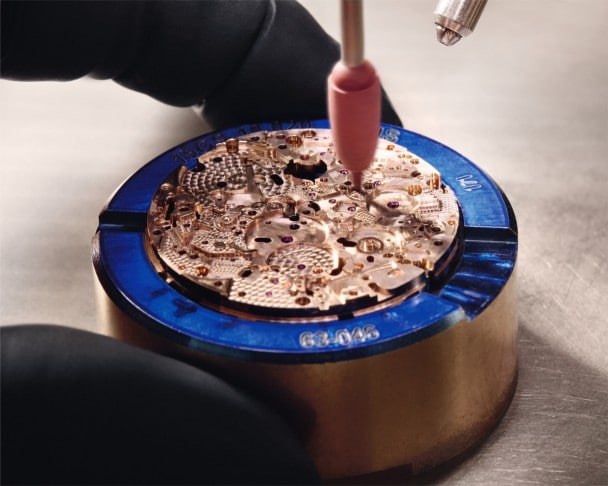
Tutto inizia con un punteruolo (che gli orologiai chiamano “bulino”). L’artigiano intaglia tutti i bordi per ottenere un angolo di 30 gradi dalla superficie superiore. Se questa descrizione evoca immagini dell’incisione artigianale, trattenete questa idea, perché è corretta.

La fase finale, che dona un sottile tocco di brillantezza in più all’anglage, è la lucidatura con un gambo di genziana.
La scelta dell‘angolo di smussatura è frutto di un’attenta riflessione. La pratica precedente di Blancpain e, in realtà, la pratica di buona parte del mondo orologiero, era quella di applicare una smussatura di 45 gradi ai bordi dei componenti. Portando quell’angolo a 30 gradi, la brillantezza della smussatura finita è più facilmente visibile. Angoli meno pronunciati tendono a essere un po’ meno visibili e, inoltre, in determinate posizioni, possono proiettare riflessi sugli elementi vicini. Dopo la creazione iniziale dell’angolo di 30 gradi, segue una serie di fasi di lucidatura con composti lucidanti sempre più fini applicati al legno. La fase finale di lucidatura con una polvere da 1 micron è sorprendente. Al tatto, la polvere da 1 micron appare completamente liscia, ma questa fase di lucidatura non è, di fatto, quella finale. Nel rispetto della grande tradizione della Vallée de Joux, Blancpain raccoglie i gambi di genziana, una pianta selvatica che cresce vicino all’atelier. Con l’aggiunta di una miscela segreta, conferisce il tocco finale di brillantezza alla superficie.
L’arte di applicare l’anglage a tutti i complessi bordi del ponte nasconde le esigenze di precisione dell’orologeria. Durante tutte queste elaborate fasi, gli artigiani addetti alla finitura devono evitare con cura di alterare la forma di ogni componente, in particolare la planarità. Ciò è fondamentale quando un componente è scheletrato, poiché una manipolazione impropria può provocarne una flessione. Per questo, la planarità viene verificata dopo il completamento di tutte le operazioni di finitura.


Disposti in fila bulini, utensili di legno e genziana utilizzati nel processo di anglage in più fasi.


Lucidatura dell’anglage di un anello sonoro in oro e di una zona della platina.
PERLAGE
Esempio: la platina. Il Grande Double Sonnerie si distingue dall’universo delle grandi complicazioni di prestigio in quanto è costruito come un movimento completamente integrato, ovvero con un’unica platina e senza piastre separate per i moduli. Detto ciò, la platina del Grande Double Sonnerie è straordinariamente complessa. Solo sulla superficie superiore, i progettisti hanno suddiviso la platina in un insieme di zone, la maggior parte delle quali è decorata con perlage. Nel mondo orologiero, la decorazione perlage della platina viene solitamente applicata con cerchi o volute di un’unica dimensione. Gli artigiani del finissage di Blancpain hanno ritenuto che tale uniformità non rispettasse le dimensioni e le forme delle zone della platina. Invece, la caratteristica di ciascuna zona determina la dimensione dei “cerchi” del perlage. Questo ha prodotto non solo quattro dimensioni distinte di perlage, ma anche una dimensione inferiore a qualsiasi punta di perlage disponibile offerta dai fornitori. Questa punta straordinariamente fine, con un diametro di soli 0,7 mm, è realizzata su misura dall’artigiano del perlage.
La creazione di questo utensile speciale per i cerchi piccoli è solo l’inizio. Generalmente, il perlage viene applicato direttamente su un componente. Per aggiungere ulteriore eleganza alla deco razione, Blancpain avvia il processo applicando una finitura satinata alla superficie1. Una straordinaria abilità e un occhio esperto contraddistinguono le fasi successive. L’artigiano del finis sage studia ciascuna zona della platina e applica manualmente ogni “perla”. Il posizionamento di ciascuno dei numerosi cerchi è fondamentale per garantire che tutti si adattino armoniosamente alla forma. Servono anni di esperienza per padroneggiare questa tecnica, poiché ogni posizionamento dei cerchi deve essere perfetto. Inoltre, l’artigiano deve applicare la stessa pressione per ogni cerchio affinché tutti abbiano un aspetto uniforme. La por tata di questo lavoro manuale è sbalorditiva: solo sulla platina vi sono 3484 perle separate, applicate a mano una per una. Quali sono, dunque, i segni che permettono al proprietario di distinguere lo straordinario dall’ordinario? Dimensioni diverse per armonizzarsi con la forma di ciascuna zona, uniformità e posa perfetta. E non bisogna dimenticare che anche l’altro lato della platina deve essere finito nello stesso modo.
1 Prima di iniziare la decorazione a perlage, vi sono otto fasi diverse per preparare la platina.
Il complesso motivo di decorazione perlage della platina.
CÔTE DE GENÈVE
Esempio: uno dei ponti del movimento. Storicamente, la decorazione côte de genève non specificava la larghezza tra le nervature, e questo vale ancora oggi2. Armonia e coerenza sono vitali.
Finezza è la parola chiave per questa decorazione della superficie. L’obiettivo è ottenere nervature ben definite, ma non eccessive, e una superficie a grana fine tra le nervature. La pratica più diffusa per applicare la decorazione côte de genève consiste nell’usare un cilindro rotante sul quale viene incollata della carta abrasiva. Questo insieme viene poi trascinato sulla superficie del componente, producendo una nervatura ad ogni passaggio. Per elevare l’eleganza del finissage, Blancpain ha sostituito l’insieme carta abrasiva/cilindro, soggetto a minime distorsioni di planarità man mano che l’utensile si usa, con un cilindro in pietra carbonata. Il vantaggio della pietra carbonata è una maggiore precisione e una maggiore uniformità delle superfici. Dall’altra parte, il suo impiego richiede molto più tempo. Con la carta abrasiva, basta una sola passata per ogni nervatura. Con la pietra carbonata, ogni nervatura richiede quattro o cinque passate, ciascuna delle quali rimuove solo 5 micron di superficie. È necessaria grande abilità, perché la velocità con cui l’artigiano trascina la pietra carbonata sulla superficie deve essere costante, dato che lo spazio tra le linee sottili del motivo cambia con la velocità. Il risultato: nervature dai bordi nitidi e linee sottili e raffinate tra di esse.
2 In effetti, esistono numerosi esempi di orologi da tasca del XIX secolo che mostrano nervature di larghezze diverse, alcune delle quali più del doppio di quelle comunemente viste oggi.
POLI MIROIR
Esempi: martelli della suoneria e la gabbia del tourbillon. Tradizionalmente, i martelli delle suonerie di prestigio (grandes sonneries, petites sonneries e ripetizioni minuti) sono realizzati in acciaio e lucidati a specchio, sia per motivi estetici sia per garantire la resistenza alla corrosione. La tecnica sembra semplice: strofinare il componente contro una superficie piana e dura finché non brilla. Il divario tra questa breve descrizione e la realtà è enorme. La maggior parte degli artigiani del finissage utilizza un blocco di stagno extra-piatto contro il quale il componente viene lucidato con un movimento circolare. Per una lucidatura extra-fine che elimini persino graffi microscopici, gli artigiani Blancpain aggiungono un ulteriore passaggio, modificando il blocco con l’aggiunta di sottili incisioni incrociate. Queste incisioni catturano le particelle estremamente minute che si staccano man mano che la lucidatura procede. Il martello stesso viene fissato a un disco su misura con due appoggi e un punto di fissaggio del componente, in modo da creare un treppiede. All’inizio della lucidatura, sulla superficie viene stesa una miscela di polvere fine di diamante. L’artigiano valuta i progressi al tatto, percependo il completamento quando il componente sembra aderire al blocco. La stessa tecnica viene impiegata per il ponte superiore del tourbillon e per la ruota a colonne del movimento.
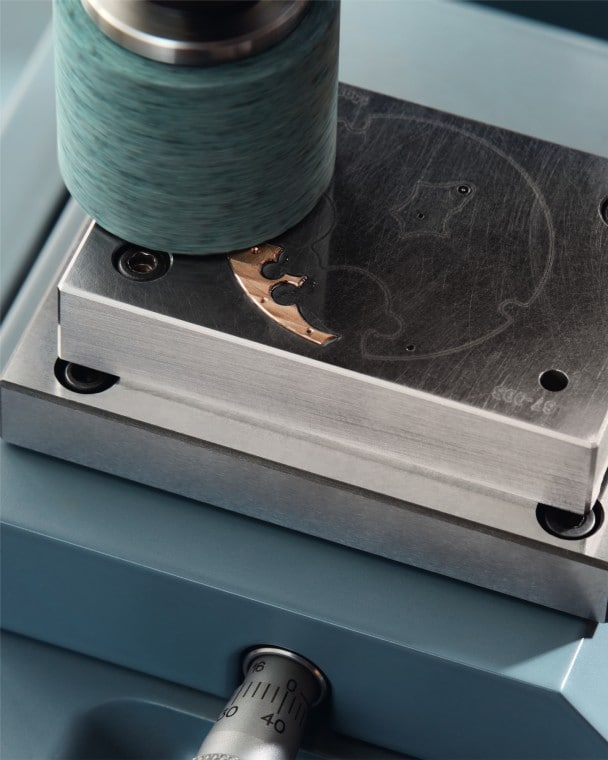
Il cilindro di pietra carbonata che applica una finitura côte de genève a un ponte.

L’utensile speciale che sostiene uno dei martelli per la sua lucidatura a specchio.
TRATTI DIRITTI/TRATTI TRACCIATI/SATINATI CIRCOLARI
Esempi: componenti in acciaio e i gong in oro. Naturalmente, i bordi dei componenti in acciaio vengono lucidati con anglage. Ma cosa succede alle superfici piane superiore e inferiore? Per prima cosa, per un componente lungo, l’artigiano deve verificare la planarità della superficie con una tolleranza rigorosa. Per la finitura stessa, si utilizza un abrasivo da 30 micron e del legno per creare linee rette extra fini. È necessaria grande cura, poiché le linee devono essere perfettamente diritte e allineate lungo tutta la superficie. Per i gong in oro si impone una tecnica speciale. Si applica una finitura satinata ancorando il gong su un supporto appositamente progettato e, a mano, si fa ruotare l’insieme sotto un utensile abrasivo.
MODANATURE DIAMANTATE
Svasature. Lasciare non rifinito il bordo del ponte attorno a una vite è fuori discussione. Così, la cornice, denominata “svasa”, deve essere lucidata. Aggiungendosi all’impressionante lista di diverse essenze di legno da lucidatura presenti nell’atelier di finissage, il legno di ciliegio è il preferito per le svasature. La lucentezza risultante contrasta e, al tempo stesso, esalta la testa della vite lucidata a specchio alloggiata al suo interno.
L’INVISIBILE
Tutte le finiture che abbiamo descritto sono visibili su un lato di un elemento del movimento. E il lato nascosto alla vista? Anche quello deve essere rifinito con lo stesso grado di cura e attenzione riservati al lato visibile. Poi vi è il massimo in termini di decorazione nascosta. Il movimento è dotato di una placca in oro che, sul lato visibile, reca la firma Blancpain. Sul retro, completamente nascosta una volta montata nel movimento, vi è la firma dell’orologiaio che ha assemblato l’orologio. Solo questo orologiaio, l’artigiano del finissage e, successivamente, l’orologiaio che potrà effettuare la manutenzione del segnatempo potranno mai vedere questi lavori artigianali nascosti.
Gli artigiani delle sale di finissage di Blancpain a Le Brassus sono veri e propri artisti che conferiscono bellezza alle forme complesse dei numerosi componenti presenti nella cassa del Grande Double Sonnerie. Ogni forma distinta presenta sfide uniche. Non solo questi artigiani devono possedere un’abilità e una maestria eccezionali, ma sono anche chiamati a preservare appieno la precisione di ogni elemento. Munitevi di una lente di ingrandimento per ammirare i prodotti del loro lavoro artigianale


Una parte della miriade di utensili di finissage. Si impiegano utensili diversi non solo in funzione del componente, ma anche della specifica fase di finitura.

Lucidatura con legno di ciliegio di una svasatura (“moulures diamantées”)

Capitolo 09
La costruzione del tourbillon volante di Blancpain: Un segno distintivo della Maison.









