









Выпуск 24
Познакомиться
Глава 4
Лучший способ представить, как изготавливается хороший браслет, - задуматься о сложности такого явления как Высокое часовое искусство, в целом.


часы Villeret Quantième Complet.
Пятьсот тридцать одна отдельная деталь. Ручная сборка и тонкая отделка, выполняемые квалифицированными мастерами. Звучит так, будто речь идет о сложном механизме с несколькими компликациями, не правда ли? Но нет. Это описание стального или золотого браслета Mille Mailles (букв. с фр. – множество звеньев). И если описание зародило в вашем сознании мысль о создании объекта Высокого часового искусства, цепляйтесь за нее, потому что она соответсвует истине, вернее, образу изысканного браслета для часов Blancpain.
Взятый в руки фирменный браслет Mille Mailles не демонстрирует всей сложности своей конструкции и, тем более, не позволяет предположить все те сложные шаги, которые были предприняты для его изготовления. И не должен. Помимо всего прочего, высококлассный браслет, так сказать haut de gamme , отличается тем, чем он не отличается: неудобством посадки на запястье, проблемами с гибкостью, дисгармонией в отделке, дисбалансом в весе, зазорами в сочленении элементов. Если браслет вызывает какую-то мысль, она, безусловно, должна быть из рода «как металлический предмет может быть таким гибким и таким прочным одновременно?»
Да, на запястье или в руке тонко отделанный блестящий браслет не раскрывает своих секретов. Несмотря на то, что при ношении это не так очевидно, на самом деле, его конструкция очень сложная, требующая продуманной структуризации одиннадцати различных внутренних и двадцати наружных звеньев, которые на французском языке называются maillons (в рус. языке существует устаревшее слово майон!). Самый внимательный визуальный осмотр звеньев выявляет лишь небольшую часть различий. Только наблюдение за его сборкой или изучение чертежей позволяет заметить, что не все майоны одинаковы и что, на самом деле, существует 31 типоразмерная разновидность. Неудивительно, что различия трудно подметить, поскольку они часто невидимы невооруженным глазом, составляя доли миллиметра. Нужен поистине орлиный взор чтобы заметить их, даже если звенья расположены рядом друг с другом.
Скрыт от поверхностного взгляда и принцип крепления компонентов. Майоны соединяются друг с другом с помощью тонких штифтов, закрепленных с наружной стороны и проходящих сквозь весь браслет через внутреннюю часть майонов, что позволяет соединять ряды. Таким незаметным извне образом звенья удерживаются на месте, но могут свободно вращаться как связанный элемент ряда, чтобы браслет мог обхватывать запястье.
Несмотря на полное понимание основных принципов его конструкции, подкрепленное тщательным изучением браслета, в том числе того, как он изгибается, кропотливые процессы сборки и отделки остаются «за кадром». Чтобы раскрыть тайну того, как эти более чем 500 компонентов собраны вместе, требуется поездка на север Швейцарии, в сторону французской границы, в город Делемон, где находится дочерняя компания Blancpain - Simon & Membrez.
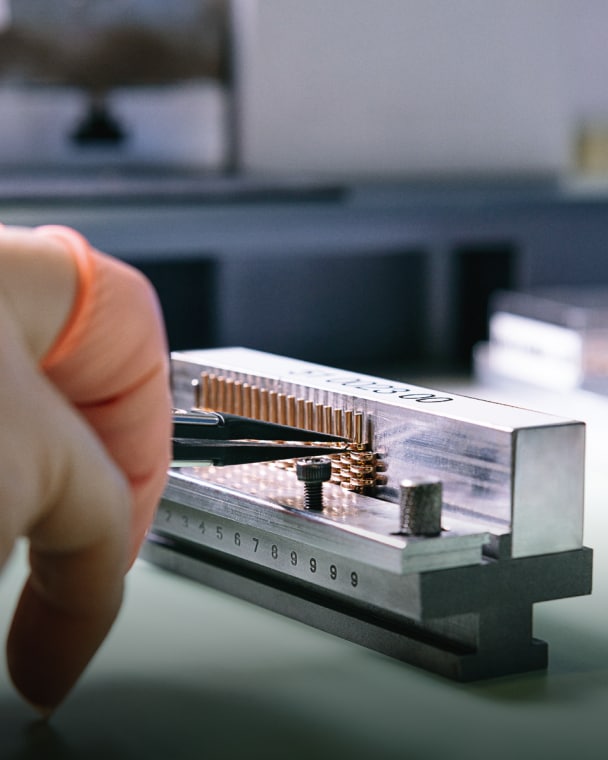
Конечно, жизнь браслета начинается с изготовления отдельных компонентов. Допуски микроскопические, порядка 5 мкм. Пусть это значение является экстремальным, но высокая точность необходима, поскольку соединенные майоны должны идеально состыковываться и беспрепятственно изгибаться.Компоненты поступают на рабочий стол специалиста по сборке уже рассортированными по типу, каждый в небольшой пронумерованной ячейке, где номер обозначает вид звена. Не забывайте, в сборке участвует 31 вид майонов, отличающихся по типу и размеру. Нумерация ячеек очень важна, поскольку отличить майоны друг от друга можно только в случае их уникальности, как, например, те, которые включают в себя винты, легко выкручиваемые с помощью отвертки при подогнке браслета по запястью владельца.
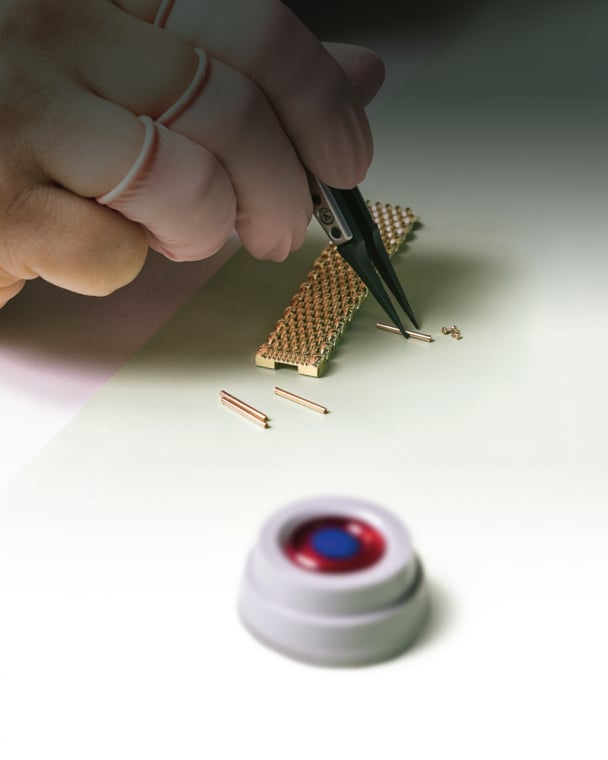
Первый шаг - закрепить по бокам майона штифты, которые проходят по всей ширине браслета, формируя ряды. Каждый штифт надежно удерживается на месте как за счет плотности посадки в просверленное отверстие, так и клея.
У сборщиков браслетов ничто не оставляется на волю случая. Несмотря на то, что штифты крепятся с двойной фиксацией – плотная посадка в сочетании с клеем, качество последнего подвергается тщательной проверке. Когда прибывает новая партия клея, проводится испытание на образце - штифт закрепляется в майоне, а затем замеряется усилие, необходимое для его извлечения. Конечно, это усилие намного превосходит все, с чем браслет столкнется при использовании. Только после успешного тестирования клей соответствующей партии используется в производстве.
По завершении процесса приклеивания боковые майоны с надежно закрепленными в них штифтами, упорядочиваются по размеру так, как они должны располагаться в готовом браслете. Затем специалист устанавливает каждый из одиннадцати внутренних майонов разного размера на штифты. Правильная расстановка майонов имеет решающее значение. Как правило, каждый ряд состоит из звеньев одного размера, но есть исключение в виде четырех рядов, которые снимаются с помощью отвертки (те, которые имеют винты снаружи для облегчения подгонки по размеру запястья). В каждом ряду крепятся внутренние майоны двух разных типов. Для облегчения процесса сборки имеется специальное приспособление для удержания собираемого элемента, каждое место в котором пронумеровано и соответствует майону определенного размера в зависимости от его позиции на браслете.
После того, как все внутренние майоны установлены на штифты, закрепляется второй наружный майон. Порядок такой же, как и для первого - плотная установка в просверленное отверстие и посадка на клей.
На этом этапе браслет будет, в основном, собран. Не достает только компонента, подсоединяющего его к корпусу часов на одном конце и к застежке - на другом. На Blancpain принято, чтобы браслет к часам прикрепляли часовые мастера, поэтому его отправляют на мануфактуру в комплекте с этим компонентом, который называется attache boîte. С одного конца к майонам крепится застежка. Она присоединяется таким же образом, что и блок рядов на винтах для подгонки по размеру. Теперь сборка браслета почти завершена, остается последний шаг – его прикрепление собственно к часам. Сборка – да, но не процесс изготовления, который еще далек от окончания. Браслет ждет отделка, являющаяся процессом весьма многосложным.
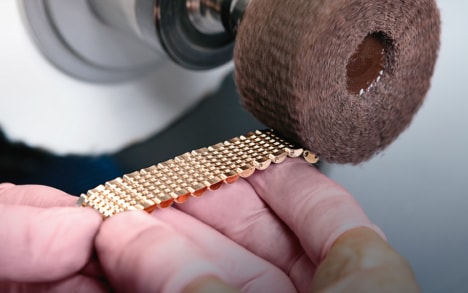
Начнем с того, что придание идеального блеска майонам в ограниченном пространстве междурядья требует особых приемов. Мастер по отделке перегибает браслет туда-обратно ряд за рядом, чтобы получить максимальный доступ к внутренним поверхностям майонов. В изогнутом состоянии открывается пространство между рядами и обработка становится возможной. Затем каждую пару рядов на месте перегиба прижимают к сверхтонкой вращающейся полировочной щетке, название которой по-французски звучит весьма романтично - «la brosse moustache» («усы щеточкой»). Небольшая ширина «усов» позволяет щетинкам работать в ограниченном пространстве между рядами. Процесс повторяется для каждой пары рядов, одна за другой Когда все до единого ряда отполированы «усами», все внутренние пространства окажутся доведенными до идеального блеска.
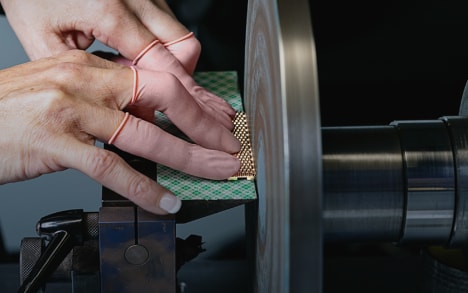
Следующим шагом является отделка боковых граней браслета. Здесь есть два важных момента. Да, идеальный блеск необходим, но при обработке должна сохраниться и идеально ровная поверхность. Используемая на Blancpain техника призвана удовлетворить оба условия одновременно. Браслет помещают на несущую платформу, а затем боковину прижимают к плоской поверхности полировального диска, ориентированного под прямым углом к браслету. Таким образом обеспечивается абсолютная плоскостность.
После решения вопроса с полировкой боковых граней настает черед верхней поверхности, а затем доводки боковых. Используется три вида полировальных щеток, при этом каждая последующая мягче предыдущей. По мере перехода от щетки к щетке меняются и полировочные пасты, причем на каждой следующей стадии используются все более мелкозернистые. Если окончательная полировка боковых граней может быть выполнена путем скольжения поверхности вдоль трех различных полировальных щеток, верхняя поверхность требует «порядного» подхода. По аналогии с процессом, в котором используются «усы щеточкой», браслет перегибается таким образом, что к щетке прижимается только один ряд. Начиная с самого дальнего ряда, полировка за счет последовательности дисков ряд за рядом выполняется по всей длине браслета.
Остается задняя поверхность. Здесь вместо полировки до блеска эстетика изделия требует сатинированной отделки. Она имеет свои особенности. Во-первых, необычайно тонкие линии, которые являются сущностью сатинирования, достигаются путем перемещения браслета назад и вперед вдоль абразивного круга. Требуется большое мастерство, чтобы линии, направленные продольно, были идеально прямыми и единообразными. Задачу еще больше усложняет необходимость в двух маленьких отполированных до блеска участках на задней стороне браслета: первый - на концевом элементе браслета, второй - на тонкой границе вдоль самых внешних краев, на стыке лицевой и задней поверхностей. Эти две зоны обрабатываются уже после сатинирования. При отделке концевого элемента важно удерживать браслет в точном положении относительно полировального круга, для чего используется скрепка для бумаги, чтобы граница между блестящим и сатинированным участком была точно позиционирована. Точно также требуется особое умение, чтобы удерживать прижатой к диску только зону, подлежащую полировке, расположенную на месте перехода тыльной стороны в боковую на каждом майоне.
Остается лишь последний проход вдоль чрезвычайно гибкой полировальной щетки, ориентированной в двух направлениях, чтобы гарантировать отсутствие неотполированных полос на блестящих поверхностях. Затем следует очистка, после которой каждый браслет тщательно проверяется при специальном освещении.
Несмотря на то, что браслет Mille Mailles состоит из наибольшего количества компонентов, сборка и отделка других видов фирменных браслетов Blancpain, например, легендарного браслета 71 и браслета Bathyscaphe, в целом, сходны. Поклонники марки Blancpain знают долгую историю браслета 71, которая уходит корнями на два десятилетия назад к дебюту первого хронографа Flyback. В эпоху, когда браслеты для спортивных часов были жесткими и негибкими во всех, казалось бы, нужных местах и которые были предельно некомфортны на запястье, модель 71 стала откровением. Гибкая структура и удобная посадка были революционными и сделали его эталоном для металлических браслетов. Его секрет заключался в слегка округлой форме звеньев и концевых элементов, а также в расположении штифтов, устанавливаемых поперечно и скрепляющих элементы.
Браслеты 71 и Bathyscaphe имеют матовую отделку, получаемую брашингом. Хотя они состоят из меньшего количества деталей, чем Mille Mailles, их сборка и отделка не менее трудоемки. Основные принципы сборки одинаковы. Элементы браслетов соединяют штифтами, плотно подогнанными и приклеенными к наружным звеньям, проходящими поперек браслета и соединяющими внутренние детали, а затем фиксируемыми снаружи. Перед сборкой элементы браслета подвергают брашингу. После установки на штифты звенья подвергают окончательной обработке путем удерживания браслета напротив вращающегося абразивного ремня, при этом используемый абразив соответствует желаемой тонкости линий на поверхности. Этот последний штрих крайне важен, так как нужно следить за тем, чтобы линии были идеально прямыми и точно ориентированными по длине браслета.
Часовое производство во всех его проявлениях всегда испытывало тех, кто им занимается, на соответствие самым высоким стандартам мастерства. Поэтому неудивительно, что изготовление высококлассного металлического браслета осуществляется в условиях, аналогичных тем, в которых создаются механизмы, циферблаты и корпуса. •


Глава 05
Представьте себе картину безмятежной сельской жизни на фоне бескрайних угодий и поместите в ее центре маяк. Им как раз и будет самый известный ресторан Италии - Даль Пескаторе (Dal Pescatore).














