









期刊 25
阅读
章节 6
一种在经典葡萄酒杯中尽显风韵的全新饮酒


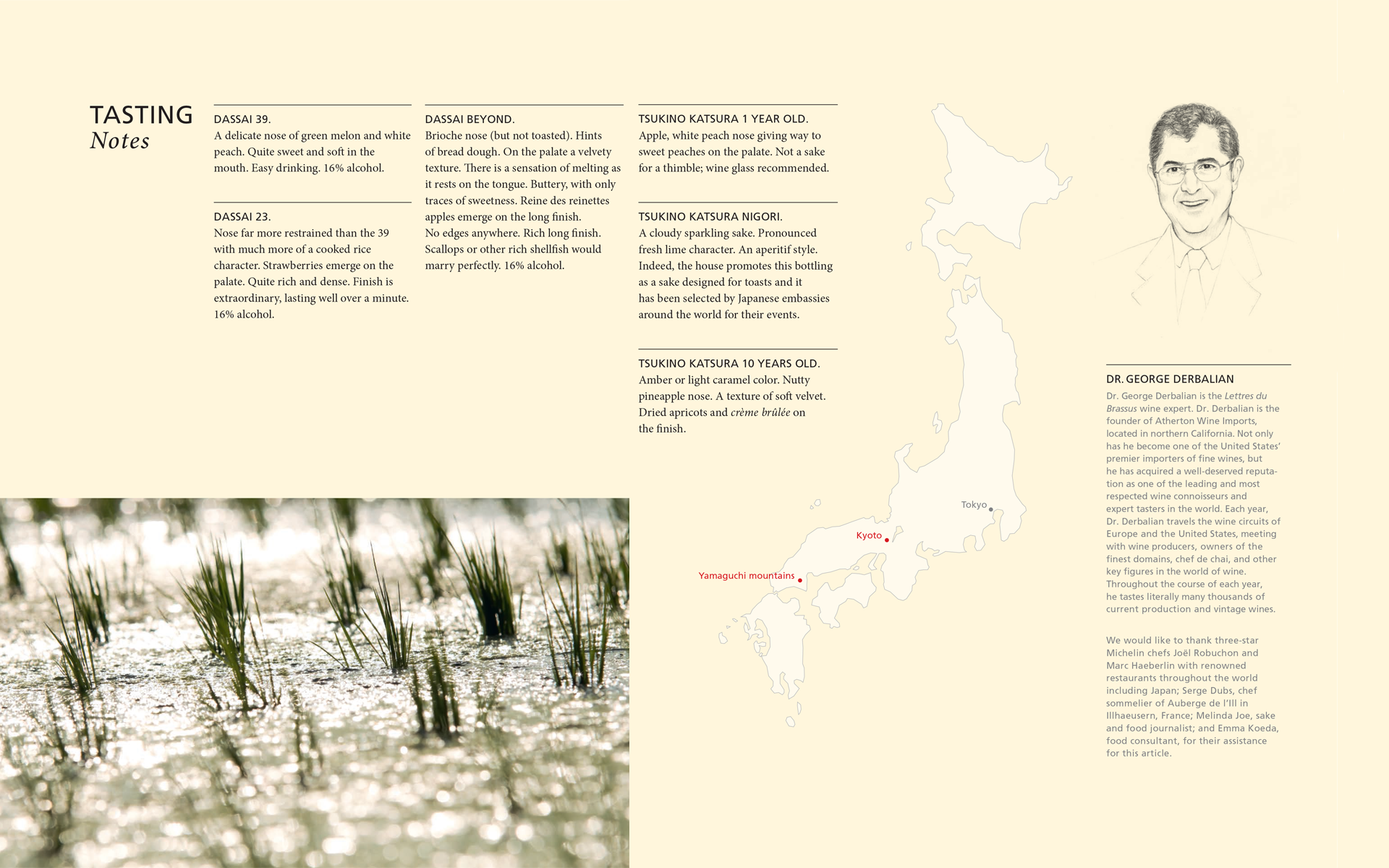
日本清酒到底是种什么酒?此问一出,想必爱打趣 的人定会跳出来喊上一句“米酒”,语气中还不忘 带上戏谑的意味。这话确实没错,日本清酒的确是 种米酒,但它究竟是一种时而浑浊、时而甜得发腻 的开胃酒,还是一种同样具有开胃功能的起泡酒? 又或者是一种用白酒杯般大小的杯子盛放、宜温热 饮用的烈性酒?不过,它也可能是一种清澈、柔 和、芬芳、酒精度较低的酒,搭配不同的酒器,冷 饮为佳,宜作为佐餐酒饮用。这正是本文要讨论的 新式清酒,因为它不但代表了清酒界的一大流行趋 势,而且还吸引了著名法国大厨们的注意。其中, 乔尔·卢布松(Joël Robuchon,又译作乔尔·侯 布匈)还在他的米其林星级餐厅酒单中添加了新式 日本清酒这一品种。
即便是新式日本清酒,也仍各有不同。以獭祭 (Dassai)和京都月之桂(Tsukino Katsura)为 例,清澈柔和、芳醇圆润的獭祭二割三分纯米大吟 酿(Dassai 23)和獭祭纯米大吟酿磨之先及 (Dassai Beyond)都宜尽早饮用,而月之桂琥珀色 陈酿清酒却以“陈”为佳。尽管风格、酿造方法和 新陈度各有不同,但两者搭配葡萄酒杯,佐餐饮 用,都能表现出最佳风味。
在所有的清酒酿造过程中,有一些基本步骤是相同 的。首先是酒米。首选品种是山田锦(Yamada Nishiki)。不过,据统计,2010年,光清酒米的栽 种种类就有110种之多。清酒米与食用水稻的不同 之处在于酒米中的淀粉大部分集中在米粒中心,故 而米粒更为硬实。而食用米则没那么硬实,因为它 的淀粉在整颗谷物中的分布更为分散。
酿酒的第一道主要工序是碾磨精制,其目的是去除 谷粒的外壳。在此过程中,可以选择磨除米糠的比 例。这个比例一般用所剩米粒的精制度来表示。通 常,等级最高的日本清酒,使用的是精米度在50% 以下的酒米。用这种精米度的酒米酿造出来的清酒 被称为大吟酿(Dai-ginjo)。而精米度在60%以下 的则称为吟酿(Ginjo)。当然,还有精制度更 低,品级也更低的清酒。酒米的碾磨精制过程必须 格外小心,防止米中淀粉含量集中的芯白部分出现 碎裂。
碾磨精制完成后,紧接着就是洗米和蒸米。正是从 蒸米这一步骤起,葡萄酒和米酒之间的巨大差异才 开始显现出来。葡萄本身就富含糖类和酵母,因而 糖类发酵成酒精这一过程可以自发开始。事实上, 许多葡萄酒生产商还会采取措施推迟发酵过程的开 始,否则,葡萄一旦放入酒桶中,就会“自动” 开始发酵。相反,酒米的发酵则需借助其他媒介。 将一部分蒸好的酒米另外放置,在其中加入一种叫 曲菌(koji-kin)的霉菌。从显微镜下看,这种霉 菌的形状肖似西兰花。它的学名叫米曲霉 (Aspergillus oryzae)。实际上,米曲霉共有三 种:黑曲霉、白曲霉和黄曲霉。黄曲霉常被用于酿 造日本清酒。其他两种则被用于生产酱油和味噌, 这两种调料也都是发酵食品。
利用部分蒸好的酒米培养米曲霉是一个需要精心控 制的过程,通常需要两天时间。温度和湿度都要受 到严格的监管和控制。在整个培养过程中,从事酿 酒工作的匠人,即“藏人”(kurabito),需要不 断地搅拌酒米/霉菌混合物,即“清酒曲”(koji), 确保霉菌均匀地分布在酒米上。这一过程的目的是 要从酒米所含的淀粉中分解出葡萄糖,因为这些葡 萄糖对接下来的发酵阶段而言是至关重要的。
等清酒曲制作完成后,将它与水、清酒酵母一起, 重新加到剩下那部分蒸好的酒米中。清酒酵母的种 类也不少,如快速发酵纯种酵母(獭祭清酒就使用 这种酵母),还有一种乳酸(清酒酵母在微酸性环 境下效果最佳)。最好的日本清酒发酵时所需的温 度更低、时间也更长。通常,整个发酵过程持续约 25至35天。
发酵结束后,就要将清酒从酒糟中分离出来。分离 的方法通常是通过滤网压榨原料,或像獭祭酿制精 炼清酒那样采用远心分离法。期间,酒液需要经过 多次过滤,最后再经巴氏杀菌后装瓶。


搅拌酒米/霉菌混合物, 确保霉菌在酒米中均匀分布。
獭祭酒厂坐落于山口县(Yamaguchi)的山间里, 距离日本南部的岩国市(Iwakuni)约一个小时车 程。自1770年起,獭祭酒厂就开始进入清酒酿售行 业,当然,“獭祭”这一名字是近些年才开始启用 的。1984年,獭祭现任总裁桜井博志(Hiroshi Sakurai)接掌家族酒厂。当时,酒厂几乎濒临倒 闭。出产的清酒走的是低价粗质路线,在当地市场 的销量不断下降。桜井意识到他必须在本地以外的 市场中取得成功,尤其要打入东京市场。为实现这 一目标,酒厂就要进行彻底改革,全力将业务重心 集中到酿造最高级的清酒——大吟酿上。为酿造大 吟酿,除了水以外,其他的一切都要更换:聘请新 的清酒酿酒大师(日本人称为toji,即杜氏),转 用品级最高的酒米,并将酒米的精制度从75%提高 到前所未闻的23%。
在作出这些改变的同时,桜井不得不承受各种刻薄 的批评。有人甚至称,他已经完全不知道自己在做 什么了。要知道,在20世纪80年代,人们并没有什 么动力去追求高级清酒。正如桜井所描述的,当时 流行的说法是:“清酒就是随便喝喝的。”他是日 本敢于打破这一陈规的人。而激励他甘愿承担改革 风险的主要是波尔多的成功转型。他从木桐酒庄 (Chateau Mouton Rothschild)经过长期痛苦努 力,最终于1973年成功晋级一级酒庄的艰难历程中 得到了启发。他深知向大家阐明并让大家明白他想 要在清酒中实现的特殊品质会面临怎样的艰辛,但 他已经做足了准备。
要提升清酒酿制的品质,就要克服许多挑战。其中 不少与当地的水质有关,因为这里的水非常软(矿 物质含量低)。合适的矿物质,特别是钾、镁和 磷,有助于发酵。但话又说回来,有些矿物质,如 铁和锰,会破坏酒体色泽和味道。尽管当地的软水 缺乏促进发酵的特殊矿物元素,但结果表明,发酵 的缓慢反而是一种优势,因为它为最终出产的酒品 注入了额外的精致和优雅。尽管如此,但桜井回忆 道,在这过程中,他们也曾犯过许多错误,走过许 多弯路,直到杜氏酿酒大师带领团队完善了整个过 程,并成功将软水转变为一大酿造优势。
在寻求品质提升的过程中,他们还做了一些其他的 改变。獭祭使用的曲菌霉数量大约只有标准用量的 10%。当然,这会延缓发酵的过程,但多出来的发 酵时间有助于促进霉菌渗入了酒米内部,而不是仅 仅停留在酒米表面。
至于酿造用的酒米,桜井博志则选用了产地距日本 西部兵库县(Hyōgo Prefecture)300公里的山田锦 稻米。他对米农的要求很高,只从他们手中购买品 质最高级的稻米。在日本,尽管稻米并不是依据产 地进行分类的,但它却被分成了五大质量等级。獭 祭会对收购回来的稻米进行非常仔细的筛选。

桜井博志
獭祭二割三分纯米大吟酿一经上市便掀起了革命性 风潮,如今更是在高级清酒这一新兴市场类别中催 生出了大量模仿者,它们正在逐渐替代葡萄酒成为 另一种佐餐好酒。随着獭祭二割三分纯米大吟酿取 得巨大成功,桜井博志又想到了下一步计划:特级 清酒。
从许多方面来看,獭祭的特级清酒就像香槟界中的 高级特酿(Cuvee Prestige)。它代表的是精益求 精,成就至高品质。獭祭把这款特级清酒命名为獭 祭纯米大吟酿磨之先及(Dassai Beyond)。这个名 字本身就说明了这款清酒的一切品质。它的酒米精 制度比獭祭二割三分纯米大吟酿的23%更甚。尽管 两款酒对酒米的碾磨精制方式不尽相同,但獭祭纯 米大吟酿磨之先及的酒米精制度达到了百分之十 几。当然,磨之先及的超越并不仅仅体现在这些数 字上。除了酒米碾磨精制度外,磨之先及还在许多 方面下了苦工。制酒所用的清酒曲不同。制曲时间 也更长,因此酒体也更加醇厚。当然,它与獭祭二 割三分纯米大吟酿也有着共同点:磨之先及和二割 三分纯米大吟酿都是清酒中的佼佼者。和当初看到 獭祭推出二割三分纯米大吟酿一样,其他品牌随后 也开始推出自主酿制的特级清酒。而磨之先及的产 量极为有限:每年只产出15,000瓶。
獭祭开始声名远播,同时,它在欧美各大餐厅中也 开始频频亮相。事实上,日本首相安倍晋三 (Shinzō Abe)访问白宫时,宴会用酒正是獭祭清 酒。每一桌上都摆着獭祭二割三分纯米大吟酿,而 奥巴马总统这一桌则是磨之先及。
和绝大多数清酒一样,磨之先及和二割三分纯米大 吟酿都宜在出厂一到三个月内饮用最佳。这两种酒 都不宜在瓶中久存。




月之桂是京都历史悠久的清酒生产商,也是日本历 史悠久的清酒生产商之一。它成立于1675年,至今 已在同一家族中传承了14代之久。月之桂生产各式 各样的清酒,从浊酒(即未经过滤的清酒,称为 Nigori)到陈年清酒,种类齐全。他们出产的浊酒 是达到大吟酿标准的清酒。
但真正吸引我们前往京都参观月之桂酒厂的却是他 们出产的独特陈酿清酒——古酒(Koshu)。陈酿 清酒是真正的珍品。通常情况下,清酒是不能久存 的。一经酿成,清酒不但不会越放越香,反而会随 着时间日渐寡淡。正因如此,一想到居然有人能打 破这一残酷现实,酿造出陈酿清酒,我们就迫不及 待地踏上了前往月之桂探访酿造秘诀的朝圣之旅。
在月之桂的陈酿清酒背后,有一个十分有趣的矛盾 现象:一方面,他们的陈酿清酒可以被看作一种全 新的、开创性的清酒品种;但同时我们又发现,酿 造陈年清酒的想法至少可以追溯到1683年,从这一 点上来说,它又不算革命性的创举。月之桂首席执 行官增田德兵卫(Tokubee Masuda)解释说,他的 父亲发现了一本那个时代的古书,里面就提到了陈 酿清酒。不仅如此,他还发现了另一本同一时代的 烹饪著作,里面不但记载了陈酿清酒,而且还介绍 了一些适合佐酒的菜品。
由于书中并未详细记载这些陈酿清酒是如何酿造 的,增田的父亲便向东京大学的一位日本清酒教授 坂口谨一郎(Kin’ichirō Sakaguchi)求教。坂口谨 一郎建议采用瓷器作为清酒的陈化装置。


增田德兵卫
接下来,最大的挑战是找到类似300年前式样的瓷 器。经过搜找,他们在日本和中国发现了少量类似 的陶瓷酒壶。现在,这部分陶瓷酒壶成了月之桂小 心守护的酿酒器皿,因为类似造型的酒器在日本已 经不再生产了。这些老瓷壶有什么特殊属性呢?它 们的多孔结构正好可以让适量的外界空气进入其中 与桶内的清酒发生相互作用。它的透气度……不多 也不少,正好。这一点是现代密封瓷罐或玻璃瓶所 无法替代的。好在,这些老瓷壶可以重复使用。也 就是说,增田手中可用的有限老瓷壶数量严重制约 着陈酿清酒的产量。他每年只能生产1,200瓶!
月之桂采用纯手工酿造。两栋低矮的木结构酿酒厂 (kura,称为蔵)横跨在一条狭窄的小巷两侧,古 朴的外观加上规模不大的占地让人很容易联想到勃 艮第产区的酒庄,那里每年手工酿造的酒庄葡萄酒 同样也十分有限。陈酿清酒的酒米精制度为35%, 因此属于大吟酿级别。经过过滤和巴氏消毒后, 需要陈化的清酒就会被放进瓷壶中,并存放在避 光、阴凉的环境下。这样的存放环境也与法国勃艮 第的地下酒窖十分类似。通常,清酒要在那里静 置十年。但是,也会有例外。地窖中,许多老瓷壶 中装的清酒已经超过了十年。每桶上都标注有酿造 年份。 在装瓶之前,已经陈化的清酒还要再过滤一遍,以 除去沉淀物,然后再次进行巴氏消毒。所有工序结 束后,清酒已经可以饮用了。陈酿清酒与其他清酒 不同,只要避光保存,它可以存放更长的时间。当 然,这并不是说存放越久越好,因为陈酿清酒不会 在瓶中继续发酵或陈化。为纪念增田德兵卫的父 亲,月之桂陈酿清酒的酒瓶标签采用的是他父亲的 亲笔手抄字稿。
很快,月之桂还将推出特级清酒。他们计划出品一 款特别的50年陈酿清酒,它将进驻巴黎旺多姆广场 (Place Vendôme,又译作芳登广场),成为丽兹 饭店(Ritz Hotel)海明威酒吧(Hemingway Bar) 里的新秀。

月之桂酒窖中的存放的 大瓷壶,上面标有酿造年份。

章节 07
宝珀重新定义两款主要机芯型号















