

















Issue 25
Read
Chapter 8
The artistry of fine finishing.

Two penetrating questions. First, can artistry and precision inhabit the same space? Second, who ever heard of artistry hidden from view? Blancpain’s Le Brassus dedicated finishing workshop not only emphatically answers the first question in the affirmative, it confirms the latter.
Perhaps no aspect of fine watchmaking is more misunderstood than movement finishing. It seems that a large percentage of even the most sophisticated connoisseurs, those who can tick off the evolution of escapements, complications, and materials, have not devoted the same examination to the details or the history of finishing. However, without understanding that history, the traditions, and details of the craft woven into it, how can one distinguish between the average and the most sublime?
Two hundred years ago movement finishing was almost singularly focused on utility: protecting against oxidation and corrosion. By treating the surfaces and edges of the plates, bridges and steel components, those two enemies of longevity could be kept at bay. Over time, however, this concentration on functionality was broadened. Art had established itself, not only as a way of bestowing beauty to timepieces, but as a signal and demonstration of value. With dials and cases the initial subjects for artistic crafts, attention shifted to include the decoration of movements. Contributing to the new focus upon the appearance of the movement were the business practices of the grand Geneva watch houses which utilized movements, particularly for complicated timepieces, that were not, in fact, produced “in-house”. Rather, their movements came from sources located outside of the city, many from the Vallée de Joux, in the form of what were known as “ebauches”. These movement ebauches, although functional, were generally unfinished and, in some instances, consisted only of the complications. To distinguish their timepieces beyond adding the case, dial, hands, and, in some instances, the balance wheel and escapement, the Geneva watch houses began to embellish the ebauches through artistically applied decoration techniques. These finishes were bestowed upon the movement as a way for the watch houses to signal their prowess, demonstrate excellence, and, indeed, their brand identities. Working upon the ebauches, these Geneva watchmakers developed motifs and artisanal techniques that endure today: côte de genève (ribs and brushing applied to bridges), anglage (beveling of the edges of bridges and steel components), perlage (swirls in the form of circles applied to bridges and mainplates), poli miroir (mirror polishing of steel components), traits droits/traits tirés (fine brushing of the flat surfaces of steel components), moulures diamantées (fine polishing of countersinks). Today, these decorative motifs are practiced widely throughout the watch world, but how faithfully? What details and techniques underlie these motifs in modern timepieces? Returning to the question posed at the outset, how can one distinguish between the average and the sublime? The answers emerge in an informed, careful examination of the movement and, for certain elements, particularly finishing hidden from view, confidence in the integrity of the watch house. Thus, front and center, we offer Blancpain’s new Grande Double Sonnerie. Naturally for a timepiece this complicated with more than 1000 individual components, a catalog of the finishing of each element in Lettres du Brassus would yield a weighty tomb indeed. Instead, let’s examine representative components from the movement as examples of how Blancpain has respected artistic craft in the decoration of each one.
ANGLAGE
Example: the perpetual calendar bridge. Even a brief glance upon this bridge, and, indeed all the bridges and mainplate, sets it apart from what is standard in the watch world. Nearly universally, these components are fashioned in brass and, far less commonly, in German silver. However, for the Grande Double Sonnerie Blancpain selected red gold for the bridges and mainplate, prizing the extra brilliance that emerges when it is finished. The form of the bridge signals the complexity of its finishing. Properly done, anglage finishing applied to the perimeter of a component is a time-consuming process; we will turn to the steps momentarily. However, this bridge has been open worked, thus, not only must the anglage finishing be brought to the exterior edges, it, as well, is required for all of the interior edges. This brings a five-fold increase in the amount of anglage as compared to a solid bridge! This, however, is only what emerges from a quick look. The details teach much more.
Savvy observers will spot sharp interior angles which watchmakers term “angles rentrants”. These are noteworthy as there is a crisp line dividing the two sides of the angled form. This one bridge, alone, has 43 sharp interior angles. There is a total of 148 sharp interior angles in the movement! These angles are the clue that shows both the method of finishing and, at the same time, rules out less costly, less painstaking, less time consuming, less artisanal methods. When a border is rounded in shape, electric rotary tools can be used to apply an edge bevel. Because rounded edges are far less demanding and time consuming to finish, it has become the norm throughout Switzerland to design watch components with rounded forms thus avoiding sharp interior angles. In place of an electric tool, the sharp interior angles on this bridge could only be achieved through an elaborate multi-step process, each stage of which demands skilled careful hand work.
It begins with an awl (which watchmakers term a “burin”). The artisan carves all of the edges to produce a 30 degree angle from the top surface. If this description conjures images of métiers d’art engraving, cling to that notion, as it is on the mark.

The final step, bringing a subtle touch of extra brilliance to anglage, is polishing with a gentian stem.
Careful thought underlies the choice of the bevel angle. Blancpain’s previous practice, and, for that matter the practice of much of the watch world, had been to apply a 45 degree bevel to the edges of components. By changing that angle to 30 degrees the shine of the finished bevel can more easily be seen by the owner. Steeper angles tend to be a bit less visible and, also, in certain positions, can cast reflections on neighboring elements. What follows the initial creation of the 30 degree angle is a series of wood polishing steps with progressively finer polishing compounds affixed to the wood. The final polishing compound step using a powder of 1 micron, is astonishing. To the touch, the 1 micron powder feels entirely smooth, but this polish stage is not, in fact, the final step. Respecting the grand tradition of the Vallée de Joux, Blancpain harvests the stems of gentian, a wild plant which grows near the workshop. With the addition of a secret mixture, it brings the final touch of brilliance to the surface.
Unseen in the artistry of bringing anglage to all of the complex edges of the bridge are the demands of watchmaking precision. Through all of these elaborate steps, the finishing craftsmen must carefully avoid distorting the shape of each component, particularly flatness. This is critical when a component is open worked, as improper handling may result in bending. Thus, the flatness is verified after all of the finishing operations have been completed.


Arrayed are awls, wooden tools and gentian used in the multi-step anglage process.


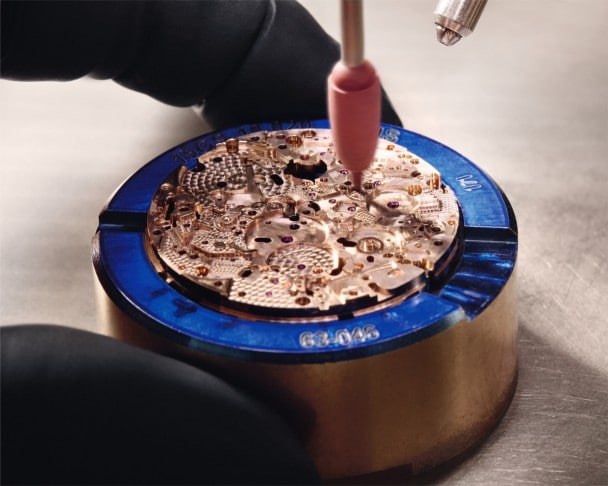
Anglage polishing of a gold sounding ring and a zone of the mainplate.
PERLAGE
Example: the mainplate. The Grande Double Sonnerie sets itself apart from the broader universe of prestige grand complications in that it is constructed as a fully integrated movement…meaning a single mainplate and no separate plates for modules. That said, the Grande Double Sonnerie’s mainplate is extraordinarily complex. On the top surface alone, the designers divided the mainplate into a complex of zones, most of which receive perlage decoration. Most commonly in the watch world, the perlage decoration of the mainplate is applied with a single size of the circles or swirls. Blancpain’s finishers saw that such uniformity would not respect the sizes and shapes of the zones on the mainplate. Instead, the characteristic of each zone dictates the size of the “circles” of perlage. Not only did this result in four different sizes of perlage, but one size is smaller than any of the available perlage tips offered by suppliers. This extraordinarily fine tip, but .7 mm in diameter, is custom carved by the perlage craftsman.
Creation of this special tool for the small circles is only the beginning. Generally, perlage is directly applied to a component. To bring extra finesse to the decoration, Blancpain begins the process by applying a satin finish to the surface1. Extraordinary skill and a practiced eye mark the next steps. The craftsman finisher studies each of the zones of the mainplate and manually hand applies each “pearl”. The placement of each of the many circles is critical to ensure that all harmoniously fit the shape. Years of experience are required to master the craft, as each placement of the swirls has to be perfect. Moreover, the finisher must apply the same pressure for each swirl so that all will be uniform in appearance. The scale of this handwork is staggering: on the mainplate alone there are 3484 separate pearls, hand applied one by one. What then are the signs for the owner to distinguish the exquisite from the ordinary? Different sizes to harmonize with the form of each zone, uniformity, and perfect placement. Not to be forgotten, the other side of the mainplate also must be finished in the same way.
1 Before the perlage decoration is begun, there are eight different steps to prepare the mainplate.
The complex pattern of perlage decoration of the mainplate.
CÔTE DE GENÈVE
Example: One of the movement bridges. Historically, côte de genève decoration did not specify the width between the ribs, and that remains true today2. Harmony and consistency are vital.
Finesse is the watchword for this surface decoration. The goal is sharply defined ribs, at the same time not overdone, and a finely grained surface between the ribs. The widespread practice for applying côte de genève decoration is to use a rotating cylinder upon which abrasive paper is glued. This ensemble is then pulled across the surface of the component, each pull producing a rib. Elevating the refinement of the finish, Blancpain has replaced the abrasive paper/cylinder ensemble, which is subject to minute flatness distortions as the tool is used, with a solid stone pierre carbonée cylinder. The advantage of pierre carbonée is greater precision and consistently formed surfaces. On the other hand, its use is far more time-consuming. With abrasive paper, a single passage for each rib suffices. With the pierre carbonée each rib requires four or five passages, each one removing but 5 microns from the surface. Great skill is required as the speed at which the craftsman pulls the pierre carbonée across the surface must be consistent, as the space between the fine lines of the pattern changes with the speed. The result: razor sharp ribs and subtle refined lines in between.
POLI MIROIR
Examples: sonnerie hammers and the tourbillon carriage. Traditionally the hammers of prestige sonneries (grandes sonneries, petites sonneries, and minute repeaters) are fashioned in steel and given a mirror polish both for beauty and to ensure against corrosion. The technique sounds simple: rub the component against a flat hard surface until it shines. The gulf between this brief description and reality is massive. Most finishers employ an extra flat tin block against which the component is polished with a circular motion. For an extra fine polish that eliminates even microscopic scratches, Blancpain’s craftsmen add an extra step, modifying the block by adding fine crisscrossed scoring marks. Those marks capture the extremely minute particles that are removed as the polishing progresses. The hammer itself is attached to a custom disk with two supporting feet and an attachment point for the component so as to create a tripod. A fine diamond powder mixture is pread on the surface as the polishing begins. The artist judges progress by feel, sensing completion when the component seems to adhere to the block. The same technique is used for the upper bridge of the tourbillon and the movement’s column wheel.
2 Indeed, there are many examples of pocket watches from the 19th century demonstrating different widths between the ribs, some more than twice the width commonly seen today.
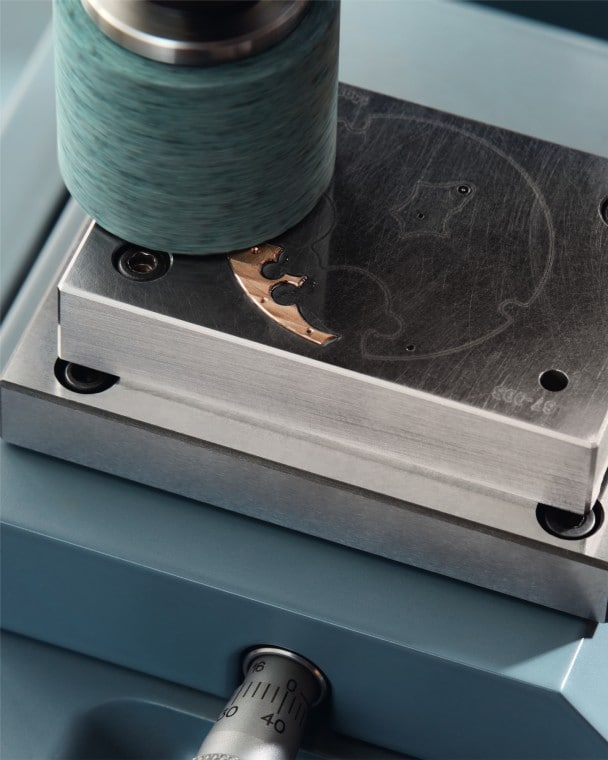
The pierre carbonée cylinder applying a côte de genève finish to a bridge.

The special tool holding one of the hammers for its mirror polishing.
TRAITS DROITS/TRAITS TIRÉS/SATINÉS CIRCULAIRE
Examples: steel components and the gold gongs. Of course, the edges of steel components are anglage polished. But what about the top and bottom flat surfaces? First, for a long component, the craftsman must verify the surface’s flatness to a tight tolerance. For the finishing itself, a 30 micron abrasive and wood are used to create the extra fine straight lines. Great care is called for as the lines must be perfectly straight and aligned over the entire surface. A special technique is the order of the day for the gold gongs. A fine satin finish is applied by anchoring the gong upon a specially designed holder, and, by hand, rotating the ensemble beneath an abrasive tool.
MOULURES DIAMANTÉES
Countersinks. Leaving the edge of the bridge surrounding a screw unfinished is out of the question. Thus, the surround, termed a “countersink” must be polished. Adding to the impressive list of different polishing woods found in the finishing workshop, cherry wood is favored for the countersinks. The resulting luster both contrasts and highlights the mirror polished screw head nestled within.
THE UNSEEN
All of the finishes we have been describing are visible on one side of a movement element. And as for the side hidden from view? That too must be finished to the same degree and with the same care as the visible side. Then, there is the ultimate in hidden decoration. The movement is fitted with a gold plaque, on its visible side, engraved with the Blancpain signature. On the reverse, completely concealed once mounted on the movement, it bears the personal signature of the watchmaker who assembled the timepiece. Only this watchmaker, the finish craftsman, and, later, the watchmaker who may be servicing the watch will ever see these hidden handcrafts.
The craftsmen in Blancpain’s Le Brassus finishing rooms are truly artisans bringing beauty to the complex forms of the multitude of components found within the Grande Double Sonnerie’s case. Each different form presents its own unique challenges. Not only must these artisans possess towering skill and mastery of the gests, they are called upon to preserve fully the precision of each element. Bring a loop to enjoy the products of their handcrafts.


A portion of the myriad of finishing tools. Different individual tools are used according, not only to the particular component, but to the particular finishing step.

Cherry wood polishing of a countersink (“moulures diamantées”).

Chapter 09
Blancpain’s flying tourbillon construction: A signature of the house.















