









期刊 25
阅读
章节 6
一枚杰出的时计必须配备最上乘的齿轮和 小齿轴,这点常被收藏家忽略,但制表师 们却都了然于心。

首先来几句溢美之辞,然后再浇浇冷水——常规大 抵如此。几乎毋庸置疑,《Lettres du Brassus》绝 大多数的忠实读者都是顶级的资深腕表收藏家,他 们无不沉浸在高级制表业的世界中怡然自得。他们 的专业知识堪称精良,对知名品牌制作考究的精密 时计有着成熟的认知,这使得名表收藏界呈现出一 派欣欣向荣的发展势头。可以肯定,有些收藏家们 已然跻身专家行列,常被心急如焚的亲朋好友请去 指点“购表秘籍”。然而,专家与否倒在其次,关键 是他们将大量研究精力投入在看得见摸得着的表 桥、表盘、摆陀和平衡摆轮等组件上,又有谁会主动 关注手表的齿轮和小齿轴这些机械腕表的必备部件 呢?可以毫不避讳地断言:除非是制表师,否则绝没 有人会对这些传动装置的组件倾心。
反之,制表师们不仅会对齿轮、小齿轴以及两者的 组合(其合称术语为“活动部件”)密切关注,简 直堪称对此痴迷。究其原因,首先,大凡机械装置 都必须依赖这些动力部件;而更为重要的是,一块 表在未来岁月中的运作性能和使用寿命无不取决于 齿轮和小齿轴的质量。
宝珀所有的齿轮、小齿轴等活动部件都产于侏罗山 脉汝拉山谷(Vallée de Joux),离宝珀的两个制作 工坊相隔不远,均在步行距离以内。这些部件由弗 兰克斯-格雷公司(François Golay)负责生产,宝 珀也是其持股方之一。自1855年在汝拉山谷创建以 来,弗兰克斯-格雷就一直专营齿轮、小齿轴等动力 部件的生产制作,是汝拉山谷、日内瓦、拉夏德芳 乃至德国等几乎所有知名制表工坊的供应商。要想 不同寻常,必须注重基础。尽管格雷是名表制作这 个盛大行业的主要供应商,各家制表工坊对质量的 要求却不尽相同。宝珀对制表部件的要求可谓登峰 造极,每一块宝珀表的装备质量都堪称顶级,格雷 公司将其形容为“至臻至善”之作。
宝珀严把质量关的态度不仅体现在对产品质量的高 度苛求,更体现在对齿轮制作材质的选择上。一般 而言,符合规定的制作材料有三种:黄铜、德国 银、铜/铍合金。

行业内的大多数制表商都使用黄铜 来制作齿轮。然而,宝珀却在一系列可供选择的材 料中挑选了成本最高的一个:铜/铍合金。原因是, 铜/铍合金具备更强的坚韧度,能够赋予机芯更高的 性能,不仅可以降低摩擦系数,较之黄铜和德国银 还具有更强的耐磨性。
尽管质量水平的定位和材质的选择至关重要,它们 所能够体现的不过是宝珀制作秘籍的冰山一角,宝 珀对每个重要部件的制作和打磨无不倾注了大量心 血。我们在位于汝拉山谷的格雷工作坊观察了整整 一天,齿轮、小齿轴等动力部件的生产过程才逐渐 浮出水面,以更加清晰的画面呈现在我们面前。
齿轮的制作远在第一批原材料到达之前就已经开工 了。正所谓“工欲善其事,必先利其器”,要想生 产出齿轮,需首先打造出精密的专用工具。由于每 款齿轮要求独一无二的制作工具,即所谓的“齿轮 打孔器(étampe de roue)”,格雷工坊设有专门的 工匠师负责打造这种工具。某种程度而言,工坊里 的贮藏室就是名副其实的图书馆,抑或称其为历史 档案馆。一排排架子上摆放着格雷工坊为打造每一 款齿轮而专门生产制作的各种专用工具,有史以来 的杰作全部在此陈列,井然有序、琳琅满目。
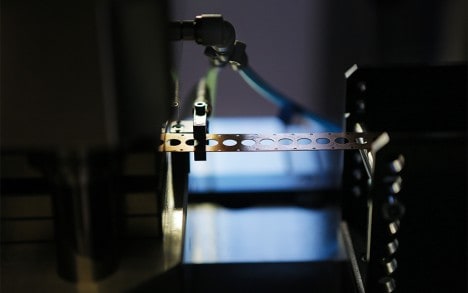
精密的制作工具一旦生产完工,齿轮的制作就可以 开始了。制作齿轮的原材料抵达工坊时就像是一大 卷绷带,看上去和超大的胶带筒没什么两样。只有 在制作宝珀齿轮的时候,才让人想起这是一卷卷的 铜/铍合金。一旦专用工具在冲压机上安装完毕,齿 轮的中心和齿臂外形就被压制在金属带原材料上 了。受到高性能汽车轮毂的启发,这些齿轮的齿臂 都被做成类似的形状,这种辨识度极高的齿轮,在 大多数宝珀的新款机芯上都轻易可见。

在制作的初始阶段,冲压机会根据目标齿轮厚度和 直径的不同要求灵活应变。冲压机的最小冲力是6 吨,最大冲力可达30吨。
对多数齿轮来说,下一步即将进行的就是在中心精 确地钻孔。这一步的制作将再次体现出选择高成本 铜/铍合金材料的优势。无论是在黄铜还是德国银上 打孔,都必须采用钻探的打孔方式,孔洞的下部也 就无可避免会有小毛边。然而,铜/铍合金材料可以 使用冲压的方式打孔。冲压打孔的优势体现在两个 方面。首先,冲压能够比钻孔更加精准地完成任务 (同类误差仅为3微米)。我们必须注意,精密度 是齿轮部件打造中的核心理念,精密的程度越高, 手表的运作性能就越高。其次,冲压与钻孔不同的 是,冲压之后孔洞的下方不会出现任何毛边痕迹。
接下来的制作工序带有一定的浪漫主义气息。制作 过程中使用的冲压机就历史渊源而言,同钟表其实 毫不相干,它来自全完不同的生产领域——宗教徽 章!这种机器起源于意大利,其设计初衷是为了生 产圣母玛利亚的肖像。对手表齿轮而言,这台“圣 母像机”将为齿臂赋予一定的棱角。为了给齿臂的 两侧都打磨出棱角,齿轮必须在机器中穿过两次。 一旦齿轮在“圣母像机”中完成棱角压制,就将会 对齿臂进行一次精细的抛光处理,以去除翻滚时在 表面留下的毛刺。
经历上述诸多制作工序后,我们的齿轮其实还没有一 颗“牙齿”。在切割齿瓣之前,还需要对齿轮进行 一而再、再而三的装饰性处理。对多数开放臂轮来 讲,下一步就是轻微的环状纹化过程(类似医学上 的“环扎术”),顶部和底部的表层都要进行这种圆 纹处理。这一装饰性步骤必须使用极其精细的砂纸。 有趣的是,纹理化的精细程度必须经过慎重考虑。宝 珀自然会选择精细程度的最大化。然而,精细化程度 还受肉眼可视范围的限制。如果纹理处理的过于精 细,其可视性在透明表壳中则难以显现。于是,选择 的范围就降为肉眼可视的最大化精细程度。
宝珀的制作工艺还包含更加纷繁的装饰性步骤。多 数齿轮都会在中心孔处添加一个凹槽。除此之外, 中心孔的周边还需进行一次深入的镜面抛光处理, 这一步骤将使用金刚石打磨完成。
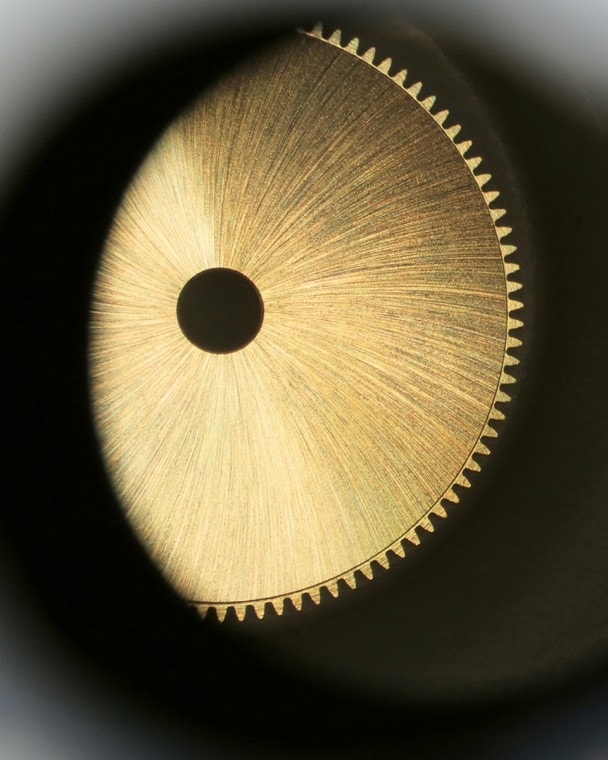
有些部件将接受完全不同的装饰处理,如发条盒。 宝珀的发条盒采用精致的射线图案装饰,从中心辐 射开来,也是使用金刚石一条条刻上去的。
齿瓣至今仍没出现。然而,上述装饰性步骤完结之 后,现在的齿轮已准备好接受上色了。多数情况 下,发条盒会使用金属铑进行电镀处理;而其他齿 轮则被镀成金黄色(或称其为“褐变”)。
终于,最为动人的时刻来临,作为齿轮标志性组成 部分的“齿”将被打造出来。多数情况下,这个步 骤首先将一组齿轮固定在一个传动轴上,齿轮组的 两端各有一个黄铜齿轮,被称之为“假齿轮”或 “傀儡齿轮”。为什么要在一组齿轮的两端放置一 个“傀儡”呢?原因是,这样可以收集切割过程中 形成的碎屑。当切割工具顺势而下时,切出的碎屑 将在两端的“傀儡”齿轮上堆积、储存起来,不至 于影响到中间的齿轮。然而,发条盒的制作则截然不 同,每个发条盒轮齿都必须进行单独切割。
小齿轴的制作方法与齿轮大相径庭,差异之大足以 令人瞠目。对于制表工匠而言,小齿轴的形式多种 多样。但总体来说,它们都有一个共同的特点:都 是与轮轴连成一体的小直径齿轮。而在与之相连的 活动部件中,小齿轮则与大齿轮连成一体。绝大多 数齿轴和小齿轮都采用钢材制作,当然,也不排除 个别使用铜/铍合金材质的情况。制作小齿轴的基本 步骤,实际上是从处理一根金属棒开始的。金属棒 被送进一台独立的机器,将其切割成既定的设计形 状。如果要将齿轴的齿轮位于轮轴的正中央(齿轮 两端都会有轮轴),金属棒上的一小段将按需求被 机器切割成设计形状,整个过程由电脑程序控制; 金属棒一旦进入切割机器,出来时就已然是成品齿 轴——小齿轮居中,两端是传动轴。不论尺寸还是 形状,全都分毫不差。


初始切割完成后,齿轴的制作还远未完工。首先, 要对材质进行硬化处理。硬化的程度既要符合宝珀 的既定规格,也要进行热处理。随着热处理的结 束,齿轴被涂上一层油,然后再放进一台抛光机 内。抛光机使用坚果壳的碎屑对齿轴表面进行打 磨、抛光。
收藏家们无疑也阅读过各种盖有“印章”的认证 书,如大名鼎鼎的日内瓦印章(法语称作poinçon de Genève)。当然,必须符合某种标准才能获得这些 印章。其中有一个标准要求是,制作工序必须在日 内瓦本地完成。由于汝拉山谷位于瑞士沃州的坎顿 地区,区域内诸如宝珀之类的手表制作工坊因此均 不符合资质要求。在日内瓦还有一个观点现在已被 普遍接受,即唯有符合日内瓦印章要求的手工抛光 齿轴,方可赋予齿轴组件更高的品质。相对未抛光 的“毛坯杆”来说,这种论断的确含有一定的合理 成分。然而,一旦和其他精细抛光的齿轮相比,比 如宝珀制作出来的小齿轴,这种论断不仅缺乏合理 性,反之还可能偏离了事实。宝珀借助严格细密的 过程控制,采用坚果材料对小齿轴进行抛光处理。 抛光后的小齿轴在表面形成一种华丽的光泽,在肉 眼看来这种效果与手工抛光并无二致。然而,这并 非宝珀选择非手动抛光的原因。真正的原因在于成 品部件的精准度。不可否认,只要是经过手动抛光 的小齿轴,轮齿和轮轴的尺寸都会发生一定的改 变。一旦一个轮齿抛光时间过长,而另一个时间则 相对过短,精确度就会丧失。这种依靠操作者的判 断和感觉的工序几乎无法避免精准度的损失。另一 方面,宝珀的全部工序都经过严格的质量控制,抛 光过程中能够最大程度地保持小齿轴制作的精准 度。这种制作方式的误差范围控制在2微米之内, 对任何手工抛光工序来说这都是遥不可及的目标。 尽管没有受到“印章”的青睐,这些经过严格误差 控制的部件能够提供更高的性能和更加耐久的品 质,手表主人亦能切实感受到这样的真实价值。

在切割齿瓣之前,先将所有 齿轮串在一根金属线上。



除此之外,对于活动部件(齿轮和齿轴的结合体) 来说,还有一个至关重要的制作程序。由于每个构 件都是单独制作,如何将其组合起来就成为了关键 的一步,而这步操作被称为“铆接”技术,即,将 一个只有在显微镜下才看得见的薄边,加在齿轴的 一个侧面上。然后,先将薄边紧贴在齿轮之上,再 施加一定力度的压力,齿轮和齿轴就完美、坚固地 融为一体了。
反思齿轮和齿轴制作工序的调查研究,最容易让人 联想起来的一个主题便是宝珀对精准性的孜孜追 求。这种对精准近乎苛求的精神同样体现在齿轮和 齿轴的铆接上。两个元件必须小心翼翼地对接在一 起,以确保它们能够实现完全居中、稳固连接并且 严丝合缝。为了满足这些严格的技术指标,必须严 把质量关。这就要求进行验证性试验,试验自然也 可能出现极具破坏性的后果。同轴度的精确性可以 通过百万分之一米分段式测量。事实上,由于对铆 接法的验证带有一定的破坏性,不可能对每块表的 部件进行逐一测定。然而,为了确保铆钉的压力大 小适中,他们将一个业已完工的活动部件放置在测 试机器上,以测定齿轮和齿轴之间的咬合力度。在 测试机器上,齿轮被固定起来,机器扭动齿轴直到 二者分离。测定这种力度是为了确保其能够满足宝 珀的性能规范。
如今的腕表世界,透明表背正大行其道,手表收藏 家们的最大乐趣之一就是对机芯复杂而精良工艺的 仰慕。时至今日,齿轮、齿轴等活动部件复杂的制 作工艺和极具挑战性的难度已一一呈现在世人面 前。我们希望,那些向来关注其他精细部件的收藏 家们,也能够将更多的热情与目光投向齿轮与齿轴 的世界。


章节 07
2013年宝珀原始海洋考察之旅















