









Número 25
Leer
Capítulo 6
A pesar de ser primordial para los relojeros, los coleccionistas no siempre valoran la imperiosa necesidad de recurrir a ruedas y piñones de la mejor calidad.

Empecemos con unas palabras aduladoras antes de recibir, la gran mayoría de nosotros, una ducha de agua fría. Es evidente que un gran número de lectores de Lettres du Brassus son coleccionistas de relojes extremadamente sofi sticados. Ellos se desenvuelven con garbo en un mundo refinado en el que brillan por su extenso conocimiento de las sutiles decoraciones que ornamentan a los prestigiosos guardatiempos de la Alta Relojería. Incluso algunos, sin la más mínima duda, han adquirido una estatura tal en la materia que se han convertido en auténticos sabios reclamados por sus amigos para obtener sus “consejos relojeros”. No obstante, sea cual fuere su nivel de erudición, ¿cuántos han consagrado buena parte de su tiempo a realizar los mismos minuciosos estudios para aumentar su conocimiento acerca de los puentes, platinas, masas oscilantes, ruedas y piñones que encarnan los componentes esenciales de todo reloj mecánico? A excepción, naturalmente, de nuestros lectores profesionales en la materia, esta proporción es particularmente baja.
Para empezar, se impone una precisión: los relojeros no solo se interesan con entusiasmo por las ruedas, piñones y móviles, que constituyen una combinación de los dos, sino que realmente se obsesionan por estos componentes, indispensables en toda construcción mecánica por la simple razón de que la precisión de marcha del reloj y sus prestaciones a lo largo de los años dependen de su calidad.
Las ruedas, los piñones y los móviles de Blancpain son producidos en el Valle de Joux, a solo unos cientos de metros de los talleres de la marca, por una manufactura especializada que lleva el nombre de François Golay SA, perteneciente también al grupo de Blancpain. Desde su fundación en 1855, la casa Golay se ha especializado en la producción de ruedas, piñones y móviles. Esta fábrica abastece a casi todas las grandes marcas relojeras, así estén establecidas en el Valle de Joux, en Ginebra, en La Chaux-de-Fonds o en Alemania.

Es interesante destacar que, aunque Golay es proveedora de muchos operadores de la industria relojera, no todos exigen el mismo grado de calidad. En cuanto a Blancpain, ella requiere el nivel más elevado para sus ruedas y piñones, y es por ello que cada reloj de la marca está dotado de componentes que entran en la categoría superior, definida por Golay bajo la apelación de “alta gama”.
Blancpain no solo persigue la mayor calidad, sino que, además, la elección de los materiales empleados para su confección le confiere también una situación particular. En regla general, se proponen tres tipos de materiales: el latón, la alpaca o una aleación de cobre y berilio. A pesar de que la mayoría de marcas relojeras recurren al latón para las ruedas, Blancpain ha optado por la opción más cara: el cobre-berilio, para casi todas sus colecciones. ¿Por qué este material y no otro? Porque aporta un valor añadido al movimiento debido a su gran dureza, a su menor coeficiente de fricción y a su mayor resistencia al desgaste con respecto al latón o la alpaca.
Si bien es esencial la elección de un cierto nivel de calidad y de material, es solo una pequeña parte del saber hacer indispensable a la producción y a la decoración de los componentes de cada reloj Blancpain. Pasar un día en los talleres de Golay en el Valle de Joux para seguir los procesos de producción de las ruedas, piñones y móviles permite hacerse una idea más completa.
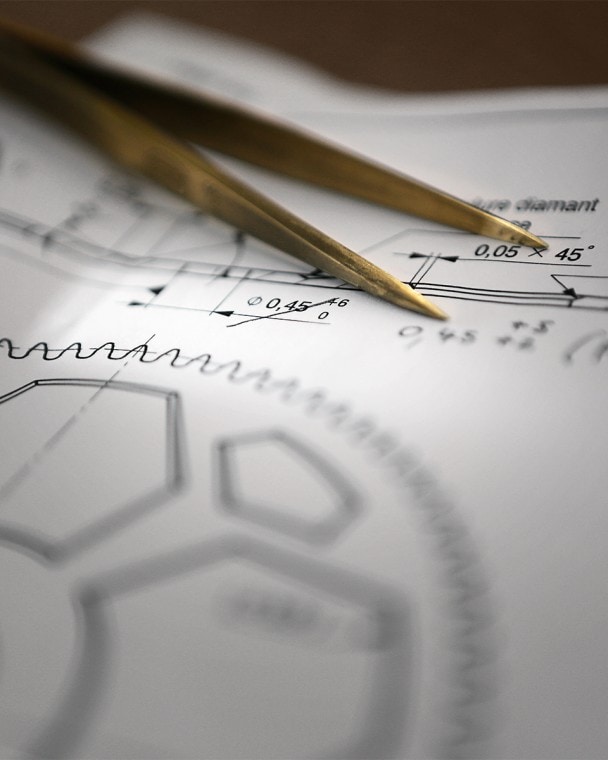
Empecemos por las ruedas. El trabajo de las ruedas empieza antes de la primera entrega de material. En efecto, la etapa inicial consiste en fabricar las herramientas personalizadas que se emplearán en la producción. Cada rueda necesita su propia “estampa”, la que debe ser construida previamente por los especialistas de Golay. En cierto modo, la reserva de herramientas del taller parece una biblioteca o, más bien, una sala de archivos en la que las estampas de cada rueda producida por la manufactura se ordenan en largas estanterías.
Tras realizar la estampa, la producción de una rueda puede empezar. El material necesario para ello llega bajo la forma de una banda enrollada, cuya apariencia nos hace pensar en un gigantesco rollo de papel adhesivo.
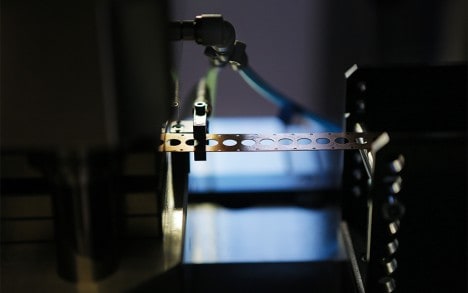

En el caso de las ruedas de Blancpain, se trata de un rollo de cobre-berilio. Tras haber fijado la herramienta personalizada a una máquina de estampar, la forma del centro y los brazos de la rueda se recortan en la banda de metal. Para muchos nuevos movimientos de Blancpain resulta fácil localizar la producción de ruedas, ya que el perfil de los brazos luce una forma distintiva conocida como “llanta”, pues se inspira en las ruedas de los automóviles de competición.
La máquina de estampar empleada para esta fase inicial varía según el grosor y el diámetro de la rueda que está en curso de producción. La más pequeña realiza el estampado con una fuerza de 6 toneladas, mientras que la más grande efectúa esta operación con una presión de 30 toneladas.
Para la mayoría de ruedas, la siguiente etapa consiste en realizar el taladrado de precisión del agujero central. También en este ámbito, el uso del cobre-berilio, el material más noble, presenta algunas ventajas. En una rueda de latón o de alpaca, el agujero debe ser alisado, lo que inevitablemente produce rebabas durante la operación de taladrado del borde inferior del agujero. Inversamente, en el cobre-berilio el agujero se puede estampar. Esta técnica se caracteriza por dos ventajas importantes. Primero, ofrece una mayor precisión (del orden de unas 3 micras). ¡Recuerde que la precisión es la clave de la producción de estos componentes, a mayor grado de precisión, más exacto será el reloj! Segundo, a diferencia del alisado, el agujero no presenta ninguna rebaba en la parte inferior.
La siguiente operación ofrece una incontestable parte de romanticismo, ya que la máquina que se emplea en esta etapa se utilizaba originalmente en un ámbito totalmente distinto de la relojería: las medallas milagrosas. Esta máquina de procedencia italiana fue concebida para producir medallas acuñadas con la imagen de la Virgen. En relojería, se emplea para realizar el achaflanado de los brazos. Las ruedas pasan dos veces por la máquina para achaflanar así los dos lados de los brazos. Al final de este tratamiento, las ruedas se pulen en un tonel con nogalina antes de recibir un pulido y un brillo de precisión.
En las etapas que acabamos de describir, las ruedas aún no tienen dientes, ya que las decoraciones deben efectuarse antes del tallado. En la mayoría de las ruedas con brazos la siguiente etapa consiste en aplicar un graneado extremadamente fino denominado “cerclado” en la superficie superior e inferior mediante un papel abrasivo. La fi nura del grano también es una opción y Blancpain selecciona sistemáticamente los graneados más sutiles. No obstante, la finura tiene un límite natural, que es la agudeza visual. Si el graneado es demasiado fino, este no se podrá observar a través del fondo transparente del reloj. Por ello, el cerclado ideal será el más fino que pueda ser perceptible a simple vista.
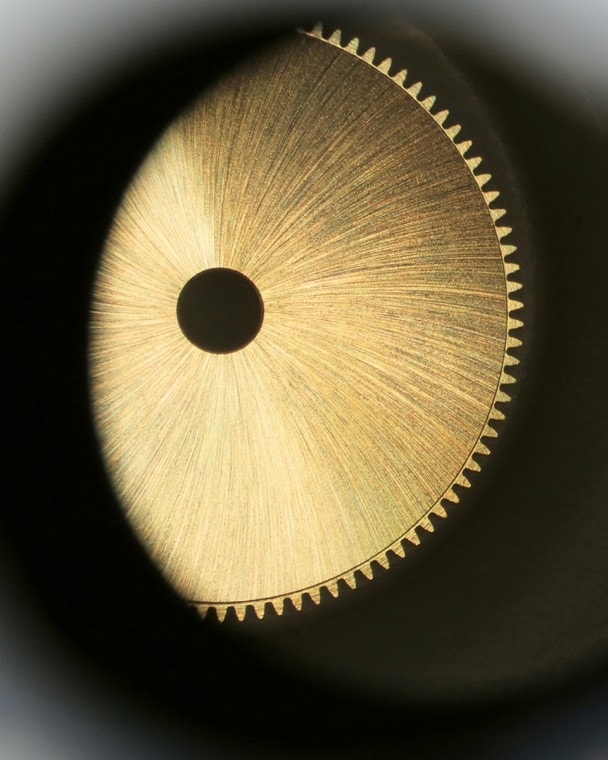
Blancpain solicita otras etapas de decoración. La mayoría de las ruedas poseen un chaflán sobre el agujero del centro. Además, ellas llevan un trabajo suplementario sobre una estrecha banda que rodea el centro y adopta el aspecto de un pulido especular. Esta operación se realiza mediante herramientas “diamante”. Algunas piezas, como las del barrilete, por ejemplo, reciben una decoración distinta. Para Blancpain, dicha decoración adopta la forma de delicados rayos que parten del centro formando un motivo “soleado”, grabado en el tambor del barrilete.
Cuando terminan los trabajos de decoración, las ruedas –siempre sin dientes– están listas para recibir una capa de metal precioso. Las ruedas están rodiadas o doradas en la mayoría de los movimientos.
Por último, ha llegado el momento de concentrarnos en el primer elemento en el que uno piensa cuando se habla de ruedas: los dientes. En la mayoría de los casos, el proceso empieza por el ensamblado de un grupo de ruedas sobre una tija, enmarcadas por ambos lados por “falsas” ruedas de latón en cada extremidad. Las “falsas” ruedas están destinadas a suprimir la rebaba producida durante el proceso de tallado de las ruedas reales. A medida que la fresa penetra a través de la serie de ruedas, los deshechos del corte se acumulan sobre la “falsa” rueda situada sobre la extremidad más alejada en lugar de depositarse en las ruedas apiladas. Los barriletes, en cambio, se tallan de manera individual.
La fabricación de piñones se lleva a cabo de una manera totalmente distinta. Los relojeros distinguen numerosas formas de piñones, pero, en regla general, estos están compuestos por un eje de doble alcance con una zona tallada. Se denomina móvil al conjunto ensamblado rueda-piñón. La mayoría de piñones y de pequeñas ruedas de los móviles –que en jerga relojera se conocen bajo el nombre de “transmisiones”– está confeccionada en acero, incluso si algunos pueden ser de cobre-berilio. El proceso de fabricación de un piñón empieza, por lo general, con una barra del metal elegido. Esta se inserta en una máquina de control numérico que la torneará a la dimensión deseada.


Así, como el piñón está compuesto por una pequeña rueda situada en medio de un eje (es decir, con un pivote en cada una de sus extremidades), una sección de la barra será torneada y tallada mediante un programa integrado hasta alcanzar la forma deseada. La barra penetra en la máquina que torneará un piñón precisamente elaborado y tallado con las formas y dimensiones requeridas.
Varias etapas preceden la realización de un piñón. Primero, se debe templar el metal. El grado de dureza especifi cado por Blancpain se obtiene por tratamiento térmico. Luego el piñón se sumerge en aceite y se coloca en una pulidora de tonel que emplea pequeñas partículas de nogalina para pulir todas las superficies.
Probablemente algunos coleccionistas de relojes conocen las certificaciones otorgadas bajo la forma de un punzón, como el “Punzón de Ginebra”, por ejemplo, los que se conceden en función de la observancia de determinados criterios, como el requerimiento de que el trabajo sea realizado en el cantón de Ginebra. Como Blancpain está establecida en el Valle de Joux, es obvio que no puede cumplir con esta condición esencial. Los ginebrinos pretenden con frecuencia que el pulido manual de los piñones especificado por el Punzón de Ginebra confiere a los componentes un grado de calidad superior. Este argumento contiene decididamente una parte de verdad con respecto a un piñón que no está pulido. No obstante, esta objeción no tiene sentido para los piñones que reciben un pulido de precisión, como los de Blancpain. El pulido con nogalina minuciosamente controlado, tal como se practica para los piñones de Blancpain, produce un destello refinado que ni un ojo de lince lograría diferenciar de un pulido manual. Sin embargo, Blancpain optó por este método alternativo debido a la precisión del componente terminado. Fatalmente, un piñón pulido a mano presentará alteraciones en la dimensión de los dientes y del eje. Basta con pulir un diente un poco más de lo debido, o muy poco otro, para que una parte de la precisión original se pierda. Este pernicioso efecto no puede ser evitado con un proceso manual que dependa del juicio y de la sensibilidad del operador. Además, el proceso elegido por Blancpain es controlado y la precisión aportada a la fabricación del piñón está íntegramente preservada durante las operaciones de pulido. Las tolerancias se sitúan en un límite de 2 micras, un resultado que ningún otro método permite obtener. A pesar de no estar dotado de un “auténtico” punzón, el propietario del reloj recibe un valor, pues estas tolerancias, netamente más reducidas, garantizan prestaciones superiores y un desgaste menor en el reloj terminado.

Apilado de las ruedas en un cable de metal antes del tallado de los dientes.



También se emplea un proceso de fabricación importante para la producción de los móviles, que como mencionamos antes son la unión de una rueda y de un piñón. Como cada elemento se produce separadamente, es necesario reunirlos. Esta operación se lleva a cabo por remachado o embutido. Primero se realiza un apoyo minúsculo sobre la faz del piñón. Cuando este apoyo está firmemente unido a la rueda y el grado de presión exacto se ha aplicado, los dos elementos se fijan sólidamente.
Cuando hablamos de ruedas y de piñones, el tema primordial es, decididamente, la búsqueda de la precisión. La misma obsesión por la precisión se observa en el ensamblado de los móviles. Los dos elementos deben ser minuciosamente dispuestos uno sobre otro para que queden perfectamente concéntricos, solidarios y perpendiculares. La “concentricidad” se mide de manera muy precisa y la calidad es estrictamente controlada para satisfacer cada uno de estos estrictos criterios. Algunas verifi caciones pueden implicar procedimientos destructivos. El control del remachado no se efectúa en todas las piezas, pues provoca la disociación del móvil. No obstante, para verificar que se ha aplicado la precisión apropiada durante el remachado, se dispone una muestra del móvil terminado sobre la máquina de control para comprobar la solidez de la fijación. La rueda se mantiene en su lugar en el aparato y el piñón se gira hasta su disociación. La resistencia se mide para asegurar que corresponde a las especificaciones de Blancpain.
Una de las más profundas alegrías de los coleccionistas de relojes, en particular en esta época de fondos transparentes, consiste en admirar los exquisitos detalles de un movimiento mecánico de alta gama. Esperamos que de ahora en adelante los apasionados de la Alta Relojería puedan observar estos elementos con los ojos bien abiertos y con la misma pasión e intensidad que demuestran cuando admiran los otros componentes del movimiento.


Capítulo 07
La expedición “Pristine Seas” 2013 con el apoyo de Blancpain















