









Número 25
Leer
Capítulo 4
Un paseo por el delicado arte de la fabricación de cajas.

Hay que reconocerlo, la comunidad de relojeros goza en general de alta estima. Las revistas, las redes sociales y los sitios internet los colocan, a ellos y a sus obras, sobre un pedestal. En todas partes encontramos primeros planos de sus bancos de trabajo y revelaciones sobre sus métodos, sus técnicas e incluso sus secretos. En resumen, los coleccionistas saben, o al menos creen saber, cómo se construyen los movimientos y cómo trabajan los relojeros. Sin embargo, ¿qué sabemos de los constructores de cajas? Por supuesto, los apasionados conocedores escrutan los más mínimos detalles del diseño y del acabado, y gozan descubriendo e incluso tocando una caja realizada con maestría. Y tiene sentido, pues en cierto modo el propietario de un reloj mantiene un vínculo más estrecho con la caja que con el movimiento. El movimiento, incluso si la caja está dotada de un fondo transparente, permanece oculto a las miradas mientras se lleva el reloj. En cambio, la caja está expuesta en todo momento. Ahora bien, ¿qué saben, incluso aquellos que las valoran, de los procesos de fabricación y de los hombres que las realizan?
Es realmente injusto que este aspecto tan importante de la relojería se relegue a la sombra y quede totalmente oculto detrás del telón. ¡Levantemos el telón y exploremos el delicado arte de la producción de cajas!
Muchas formas de arte son decorativas. Un lienzo siempre será un lienzo. Lo mismo sucede con el grabado: un objeto grabado siempre conservará su naturaleza. Por el contrario, la creación de una caja implica una cierta metamorfosis, ya que una simple barra de oro rosa, platino o acero se transforma en una elegante y voluptuosa escultura. Al contemplar las curvas fluidas y el pulido brillante de una caja Blancpain, resulta difícil, incluso imposible, imaginar que se ha fabricado a partir de un trozo de metal. Más extraordinario todavía es que este arte se practica de idéntica manera a como se hacía dos siglos atrás. Después de utilizar unas máquinas que dan a la caja su forma básica, los artesanos trabajan minuciosamente a mano para realizar los acabados. Por supuesto, las máquinas no son idénticas a las de antaño, pues la tecnología ha evolucionado a lo largo del tiempo. Aclarado este punto, cabe destacar que la visita a los talleres de producción de las cajas Blancpain –en Simon Et Membrez, sociedad hermana del grupo al que pertenece Blancpain, situada en un rincón remoto de la cordillera del Jura suizo, en la ciudad de Delémont– siempre empieza evocando los métodos del pasado.

Pulir un bisel double pomme de Blancpain requiere un saber hacer sin igual. No solo debe brillar con todo su fulgor, sino que los bordes deben quedar perfectamente definidos.
Existe un vínculo sorprendente entre la historia de la producción de cajas y la de los movimientos. Los primeros fabricantes de cajas trabajaban en condiciones comparables a las de los agricultores-relojeros del Jura suizo, que durante los meses de invierno se dedicaban a crear componentes para los movimientos en las buhardillas de los establos donde criaban sus vacas. Para obtener la forma de base de las cajas, los artesanos realizaban cortes y tallaban el metal con tornos de husillo activados a mano. Hacia finales del siglo XIX, la fabricación se trasladó de la granja a la fábrica. Cabe mencionar que fueron los americanos los que suministraron las primeras herramientas adaptadas a las distintas etapas de la elaboración y que a principios del siglo XX los suizos desarrollaron una nueva generación de herramientas. Las máquinas que permitían labrar los discos de metal y tallar con precisión las curvas de las cajas, con una panoplia de buriles específicos, se accionaban por correas mediante poleas alzadas. Las formas de los buriles eran muy variadas. Cada uno se empleaba para tallar un elemento concreto de la caja.
Según el proceso de la época, la caja giraba bajo la punta fija del buril. Un mando permitía presionarla contra la herramienta y regular la profundidad de las incisiones con precisión. Naturalmente, como las herramientas estaban concebidas para elaborar las partes redondeadas de la caja –el bisel (en el interior y el exterior), los soportes internos del movimiento, el fondo y otras partes refinadas–, las asas, que no eran precisamente redondas, se soldaban después.
Con el tiempo se adoptaron diversos avances técnicos. Se desarrollaron máquinas suficientemente potentes para estampar la forma de base de la caja definitiva, incluyendo las asas, en las barras de oro, de acero o de platino. Después del estampado se hacían los cortes y los acabados manuales.
Los métodos actuales proceden de una nueva evolución de esta progresión histórica. Para empezar, es imprescindible haber finalizado el diseño de la caja con la mayor precisión y en los más mínimos detalles. Algunos elementos son muy visibles: el bisel, el soporte del cristal, el aro interior sobre la esfera, la unión entre la caja y las asas y el fondo. Muchos otros son menos visibles: las platinas de base internas del movimiento, los agujeros de los correctores bajo las asas patentados por Blancpain y sus conexiones al movimiento, las aberturas para la corona, el zócalo de la esfera a nivel de su apertura, la cavidad para albergar la masa oscilante y los lugares específicos para los pulsadores del cronógrafo, etc. Si bien los equipos de creación producen diseños detallados para cada elemento, con frecuencia conversan e intercambian ideas técnicas para que la fabricación se haga conforme a la concepción.
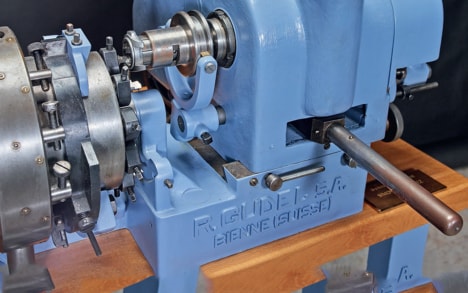
Máquina tradicional para grabar marca Güdel.

Pulido de las asas.
Una vez terminado el diseño, este se valida y empieza la producción. En Blancpain, la elaboración de la mayoría de las cajas comienza por el estampado. Por eso, antes de iniciar esta etapa es imprescindible fabricar las estampas. En Simon Et Membrez existe una verdadera galería de estampas específicas para cada caja, ordenadas en estantes reservados especialmente para Blancpain. Se necesita una presión de no menos de 200 toneladas para formar una caja con sus asas. El primer estampado produce una forma simple con contornos netos. En los años cincuenta se habría pasado directamente a la elaboración para afinar la forma. Esta fase consiste en retirar la materia e incluso en recuperar la mayor cantidad posible de finas partículas, a pesar de lo cual siempre hay un poco de deshecho. Hoy en día se procede por lo general a una serie de estampados complementarios, 20 en total. Cada uno está centrado en un elemento particular de la forma de la caja. Entre ambos estampados, la pieza se somete a un proceso de calentamiento/enfriamiento. El objetivo del calentamiento, efectuado bajo atmósfera de hidrógeno, es preparar el oro o el acero para la siguiente fase de elaboración.
Después de las etapas de estampado empiezan las de refinamiento. Para los elementos redondeados, las máquinas modernas, aunque muy sofisticadas y programables, funcionan como las máquinas con “buriles” dirigidas por poleas creadas en los años cincuenta. El proceso se denomina torneado. La punta del buril que efectúa el corte es fija y la caja, que se presiona contra esta herramienta, gira. Al igual que en las antiguas máquinas con polea, existe una gran variedad de buriles y cada uno se emplea para un elemento en concreto. Por lo que respecta a las cajas de Blancpain, estas etapas no solo se suceden en el cuerpo central de la caja, sino también en el bisel y el fondo. Si bien el principio de base, el corte con el buril, procede de las máquinas con polea precedentes, el proceso moderno es mucho más elaborado en un punto: la precisión. En su momento, las máquinas con polea eran bastante precisas. Los ajustes por escala vernier permitían un control riguroso de la profundidad de acción de las herramientas. No obstante, las piezas de las cajas Blancpain actuales se recortan con una tolerancia de 3 micras, lo que cobra una gran importancia, por ejemplo, en el momento de ajustar a la perfección el bisel a la placa de base en el cuerpo de la caja o de fijar los cristales de zafiro al bisel y al fondo de la caja.
En algunos modelos, los componentes de la caja son tan complejos que el abanico de buriles contenidos en una máquina no basta. Para el Villeret Calendrier Chinois Traditionnel, en particular, se necesitan tres máquinas, cargadas de sus selecciones de buriles respectivos, para asegurar el conjunto de las operaciones de torneado.
El taladrado o fresado de los agujeros se realiza con máquinas comparables a las que efectúan el torneado. Basta poner un poco de atención para enumerar la lista de los agujeros taladrados en una caja: los de la corona, los de los pulsadores del cronógrafo, los correctores para los modelos sin correctores bajo las asas y los de las barritas para colocar las ataduras de los brazaletes en el interior de las asas.
Todas las operaciones descritas hasta aquí permiten crear la forma básica de la caja (y la del bisel y del fondo), así como las zonas externas e internas. Sin embargo, aún estamos lejos de obtener un producto terminado. Faltan docenas de etapas de labrado a mano, grabado, acabado y ensamblado. Tomemos el ejemplo de un reloj Blancpain: observemos su caja y examinemos algunas de las operaciones manuales efectuadas.
Las asas del Villeret constituyen un buen punto de partida. El cuerpo de la caja acoplado está ligeramente curvado hacia el fondo y, no obstante, el ajuste de las asas a la zona redondeada es impecable y preciso. Para lograr este refinamiento es preciso labrar la zona de unión mediante un torno manual con piedras redondas tradicionales. Con una vista aguzada y un gesto manual seguro, el artesano empieza formando las finas aristas laterales y las frota contra la piedra en rotación. Luego procede de la misma manera con la pared interna, que asegura la adhesión de las asas a la caja.

Entre las operaciones de estampado sucesivas, las cajas se someten a un proceso de calentamiento/enfriamiento.

El pulido es un arte en sí mismo. Bajo una iluminación estudiada meticulosamente y concebida para revelar las más mínimas imperfecciones, los artesanos abordan progresivamente cada superficie del cuerpo de la caja. Para realizar esta labor utilizan una serie de cepillos cada vez más finos y materiales abrasivos cada vez más suaves hasta lograr un destello perfecto. Las cosas se complican en la zona de las juntas, entre las asas y el cuerpo de la caja. El trabajo realizado cuidadosamente con el torno se puede dañar si el pulido está mal hecho. Solo los pulidores más talentosos son capaces de preservar la nitidez de la unión al tiempo que crean el resplandor que se espera de una caja Blancpain.
El bisel double pomme, firma de Blancpain, constituye un desafío muy particular. La unión entre los dos anillos del bisel requiere aquí también un saber hacer fuera de lo normal. El pulidor coloca el bisel sobre una base creada especialmente para esta labor y procede al pulido de la unión con un cepillo muy fino. No solo el borde debe quedar bien definido, sino que su aspecto debe ser idéntico en los 360° del bisel. Esta labor solo se confía a los maestros artesanos que cuentan con varios años de experiencia. Por supuesto, las otras superficies del bisel double pomme también se pulen con sumo cuidado. El artesano adiestrado debe preservar la perfección de la forma y alcanzar el mismo nivel de calidad en todo el contorno de los anillos.
Cuando las operaciones de pulido terminan, los componentes se confían a otro especialista que efectúa un control minucioso bajo una luz implacable. Si observa la más mínima imperfección, la pieza vuelve atrás para ser trabajada una vez más.
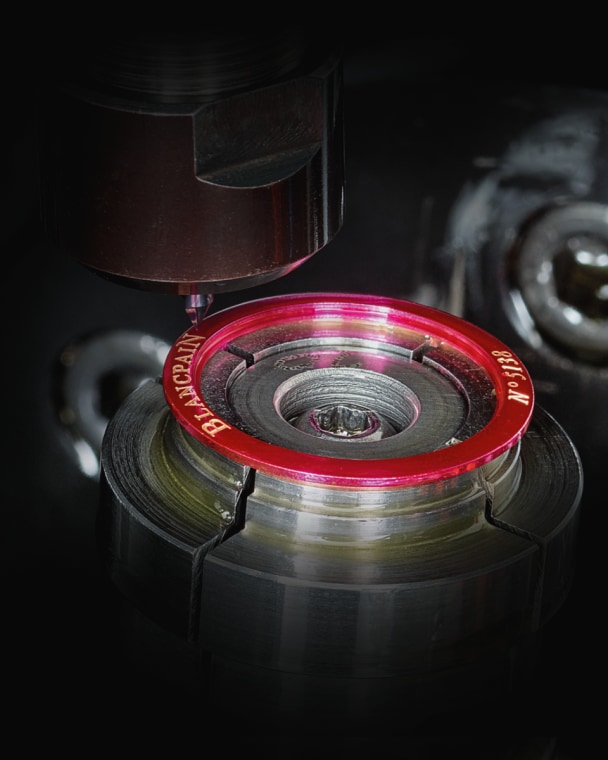
No olvidemos el grabado. De manera general, se realizan dos tipos de grabado. El nombre de Blancpain, con las letras relativamente grandes, se graba mediante una herramienta de corte. El número de serie se realiza de la misma manera. Los caracteres más pequeños, como los de la indicación Swiss Made o el número de referencia, se graban con láser.

El pulido de los distintos elementos de la caja es una operación manual muy meticulosa.
Algunos modelos pueden necesitar otras etapas. Muchos relojes Blancpain con calendario están dotados de correctores bajo las asas exclusivos. Como su nombre indica, están dispuestos en unas cavidades bajo las asas y reemplazan a sus equivalentes –que son muy utilizados por otras casas–, ubicados sobre los flancos de la caja. Este detalle, tan distinguido y sutil, permite a Blancpain crear cajas perfectamente lisas, sin correctores, y los propietarios de relojes pueden ajustar las indicaciones del calendario con la punta del dedo sin tener que recurrir a una herramienta específica. El montaje de estos dispositivos bajo las asas se parece mucho al ensamblado de un movimiento relojero. Las hendiduras y las ranuras se tallan en la caja antes de la fase del ensamblado. El sistema está dotado de varios componentes. Los más importantes son el pequeño pulsador que se encuentra bajos las asas, un sistema de muelle apropiado y un minúsculo elemento de seguridad que responde al suave nombre de clavette. Algunos relojes pueden necesitar cuatro correctores (o hasta cinco, como el Calendrier Chinois Traditionnel y el Équation du Temps Marchante), cada uno de los cuales es ensamblado por un especialista.
Debido a sus biseles giratorios, los Fifty Fathoms necesitan procesos específicos. En la colección existen distintos tipos de biseles: el modelo de zafiro abombado y las distintas variantes (en metal o en cerámica) con inserciones en cerámica e índices en Liquidmetal®. Los biseles en zafiro llegan a Simon Et Membrez en su forma definitiva, pero sin color ni graduación. La primera etapa consiste en aplicar el color en el revés del bisel. Este color, que le aportará un destello y un aspecto únicos, se aplica bajo el anillo abombado mediante una técnica iniciada por Blancpain. Tras colocar el color, los índices se cortan con láser y se rellenan con Super-LumiNova®. Recordemos que todo el trabajo se efectúa en el reverso del bisel. Ajustar el zafiro sobre el aro del bisel es también una operación muy delicada debido a las ínfimas tolerancias aceptadas. Además, su posición es muy difícil. Unos finos dientes recortados debajo del aro de metal garantizan una rotación precisa, por pequeñas muescas. La principal dificultad reside en el posicionamiento del punto de referencia: este se debe colocar en función del dentado del anverso, de modo que quede perfectamente centrado cuando marque las 12. Si la ubicación entre el punto de referencia y el dentado no es exacta, el punto se encontrará justo antes o justo después del 12, lo que es totalmente inaceptable.

Montaje de los correctores bajo las asas patentados por Blancpain.

Montaje del bisel Fifty Fathoms.

Las cajas Blancpain en titanio pertenecen a una categoría aparte. El titanio es un metal extremadamente duro que presenta desafíos particulares durante la elaboración. Para empezar, debido a su dureza, desgasta las puntas de los buriles que se embotan después de solo unas operaciones y se deben reemplazar con frecuencia. El calor es una amenaza más molesta aún. La máquina y los componentes se calientan enormemente durante la elaboración y el riesgo de incendio no es insignificante. Hay que tomar precauciones especiales en las zonas consagradas a la producción de cajas de titanio.
Como el lector ha podido apreciar, no exageramos cuando dijimos que la creación de un solo tipo de caja necesita decenas de etapas. Pasear por los talleres de producción de cajas siguiendo todos los procesos permite aprehender una caja Blancpain con una nueva mirada. Después de esta visita, cuando observemos la manera en que las asas se adaptan perfectamente al borde de la caja, examinemos la calidad del bisel double pomme o veamos cómo un bisel Fifty Fathoms se coloca en su lugar con el punto de referencia perfectamente centrado en las 12 horas, recordaremos el inmenso saber hacer desplegado por los artesanos de Delémont.

Capítulo 05
Nuevas dimensiones de frescura, pureza y, sobre todo, intensidad de sabor en Reims.















