

















Ausgabe 25
Lesen
Kapitel 8
Die Kunst der feinen Veredelung.

Zwei eindringliche Fragen. Erstens: Können Kunstfertigkeit und Präzision im selben Raum existieren? Zweitens: Wer hat je von einer Kunst gehört, die dem Blick verborgen bleibt? Blancpains der Veredlung gewidmete Werkstatt in Le Brassus beantwortet nicht nur die erste Frage mit einem eindeutigen Ja, sie bestätigt auch die zweite.
Vielleicht wird kein Aspekt der feinen Uhrmacherei so häufig missverstanden wie die Veredelung von Uhrwerken. Es scheint, dass ein großer Teil selbst der versiertesten Kenner, jener, die die Entwicklung von Hemmungen, Komplikationen und Materialien aufzählen können, den Details oder der Geschichte der Finissage nicht dieselbe Aufmerksamkeit gewidmet hat. Doch ohne dieses Verständnis der Geschichte, der Traditionen und der in ihr verwobenen handwerklichen Details, wie lässt sich das Durchschnittliche vom wahrhaft Erhabenen unterscheiden?
Vor zweihundert Jahren war das Veredeln von Uhrwerken nahezu ausschließlich auf den Nutzen ausgerichtet, auf den Schutz vor Oxidation und Korrosion. Durch die Behandlung von Oberflächen und Kanten der Platinen, Brücken und Stahlkomponenten konnten diese beiden Feinde der Langlebigkeit in Schach gehalten werden. Im Lauf der Zeit wurde diese Konzentration auf Funktionalität jedoch erweitert. Kunst etablierte sich nicht nur als Mittel, Zeitmessern Schönheit zu verleihen, sondern auch als Zeichen und Ausdruck von Wert. Nachdem Zifferblätter und Gehäuse die ersten Träger künstlerischer Handwerkskünste gewesen waren, verlagerte sich die Aufmerksamkeit auf die Dekoration der Uhrwerke.
Zu diesem neuen Fokus auf die Erscheinung des Uhrwerks tru- gen die Geschäftspraktiken der großen Genfer Uhrenhäuser bei, die Uhrwerke verwendeten, insbesondere für komplizierte Zeitmesser, die tatsächlich nicht „in-house“ gefertigt wurden. Vielmehr stammten ihre Uhrwerke aus Quellen außerhalb der Stadt, viele aus dem Vallée de Joux, in Form dessen, was als „Ébauches“ (Rohwerke) bezeichnet wurde. Diese Uhrwerk- Ébauches waren zwar funktionsfähig, in der Regel jedoch unvollendet und bestanden in manchen Fällen nur aus den technischen Komplikationen. Um ihre Zeitmesser über das Hinzufügen von Gehäuse, Zifferblatt, Zeigern und, in manchen Fällen, Unruh und Hemmung hinaus zu unterscheiden, begannen die Genfer Uhrenhäuser, die Ébauches durch kunstvoll angewandte Dekorationstechniken zu veredeln.
Diese Veredelungen wurden dem Uhrwerk verliehen, damit die Uhrenhäuser ihr Können signalisieren, Exzellenz demonstrieren und damit auch ihre Markenidentität ausdrücken konnten. Bei der Arbeit an den Ébauches entwickelten diese Genfer Uhrmacher Motive und handwerkliche Techniken, die bis heute Bestand haben: Côtes de Genève (Rippen und Bürstung auf Brücken), Anglage (Anfasen der Kanten von Brücken und Stahlkomponenten), Perlage (kreisförmige Wirbel auf Brücken und Platinen), Poli miroir (Spiegelpolitur von Stahlkomponenten), Traits droits/Traits tirés (feines Bürsten der ebenen Flächen von Stahlkomponenten), Moulures diamantées (feine Politur der Senkungen). Heute werden diese dekorativen Motive in der gesamten Uhrenwelt breit praktiziert, aber wie getreu zur Historie? Welche Details und Techniken liegen diesen Motiven in moder- nen Zeitmessern zugrunde? Zurück zur Eingangsfrage: Wie lässt sich das Durchschnittliche vom Erhabenen unterscheiden?
Die Antworten ergeben sich aus einer informierten, sorgfältigen Betrachtung des Uhrwerks und, bei bestimmten Elementen, insbesondere bei der dem Blick verborgenen Finissage, aus dem Vertrauen in die Integrität des Uhrenhauses. Vor diesem Hintergrund präsentieren wir Blancpains neue Grande Double Sonnerie. Natürlich würde bei einem derart komplizierten Zeit- messer mit mehr als 1000 Einzelkomponenten ein Katalog der Veredelung jedes einzelnen Elements in den Lettres du Brassus den Umfang eines Buchs ergeben. Stattdessen betrachten wir repräsentative Komponenten des Uhrwerks als Beispiele dafür, wie Blancpain die Kunstfertigkeit des Handwerks in der Dekoration jede einzelne respektiert hat.
ANGLAGE
Beispiel: die Brücke des ewigen Kalenders. Schon ein kurzer Blick auf diese Brücke (und tatsächlich auf alle Brücken und die Grundplatine) hebt sie von dem ab, was in der Uhrenwelt als Standard gilt. Nahezu universell werden diese Komponenten aus Messing gefertigt und, deutlich seltener, aus Neusilber. Für die Grande Double Sonnerie jedoch wählte Blancpain Rotgold für Brücken und Platine und beabsichtigte den zusätzlichen Glanz, der beim Veredeln sichtbar wird. Die Form der Brücke signalisiert die Komplexität ihrer Finissage. Fachgerecht ausgeführt ist Anglage entlang des Umfangs eines Bauteils ein zeitaufwendiger Prozess, auf die einzelnen Schritte kommen wir gleich zurück. Diese Brücke ist jedoch durchbrochen, so dass die Anglage nicht nur an den Außenkanten ausgeführt werden muss, sondern ebenso an allen Innenkanten. Das bedeutet eine Verfünffachung der Anglage im Vergleich zu einer massiven Brücke. Doch das ist nur, was ein schneller Blick erkennen lässt. Die Details zeigen weit mehr. Versierte Beobachter werden scharfe Innenwinkel erkennen, die Uhrmacher als „angles rentrants“ bezeichnen. Sie sind bemerkenswert, weil eine klare Linie die beiden Seiten der angeschrägten Form voneinander trennt. Allein diese eine Brücke besitzt 43 scharfe Innenwinkel. Insgesamt gibt es im Werk 148 scharfe Innenwinkel! Diese Winkel sind der Hinweis, der sowohl die Methode der Finissage aufzeigt als auch zugleich weniger kostspielige, weniger sorgfältige, weniger zeitaufwendige, weniger handwerkliche Verfahren ausschließt.
Wenn eine Kontur abgerundet ist, können elektrische Rotationswerkzeuge verwendet werden, um eine Kantenfase anzubringen. Da abgerundete Kanten deutlich weniger anspruchsvoll und weniger zeitintensiv zu veredeln sind, ist es zur Norm geworden, Uhrwerkskomponenten mit gerundeten Formen zu gestalten und so scharfe Innenwinkel zu vermeiden. Anstelle eines elektrischen Werkzeugs können die scharfen Innenwinkel dieser Brücke nur durch einen aufwendigen mehrstufigen Prozess erreicht werden, bei dem jede Phase sorgfältige Handarbeit und großes Können erfordert.

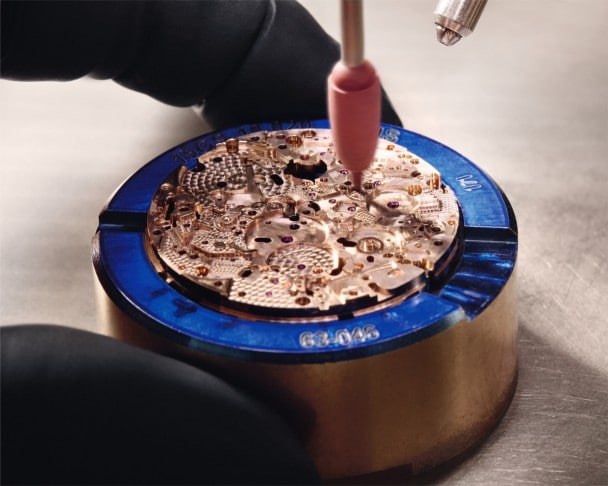
Der letzte Schritt, der der Anglage eine subtile zusätzliche Brillanz verleiht, ist das Polieren mit einem Enzianstängel.
Es beginnt mit einem Stichel, den Uhrmacher als „Burin“ bezeichnen. Der Handwerker bearbeitet alle Kanten, um von der Oberseite aus einen 30 Grad Winkel zu erzeugen. Wenn diese Beschreibung Bilder der Gravurkunst der Blancpain Métiers d’Art hervorruft, halten Sie an diesem Gedanken fest, denn er trifft zu.
Eine sorgfältige Überlegung liegt der Wahl des Fasenwinkels zu- grunde. Blancpains bisherige Praxis, und im Übrigen die Praxis eines großen Teils der Uhrenwelt, bestand darin, an den Kanten der Komponenten eine 45 Grad Fase anzubringen. Durch die Änderung dieses Winkels auf 30 Grad kann der Glanz der fertig polierten Fase vom Besitzer leichter gesehen werden. Steilere Winkel sind tendenziell etwas weniger sichtbar und können zudem in bestimmten Positionen Reflexe auf benachbarte Elemente werfen. Auf die anfängliche Erzeugung des 30 Grad Winkels folgt eine Reihe von Holz-Polierschritten mit zunehmend feineren Schleifpapieren, die auf das Holz aufgebracht werden. Der letzte Schritt mit einem Schleifpapier mit der Feinheit von 1 Mikron ist erstaunlich. Beim Berühren fühlt sich das 1-Mikron-Schleifpapier vollkommen glatt an, doch diese Polierstufe ist tatsächlich nicht der letzte Schritt. In Achtung vor der großen Tradition des Vallée de Joux erntet Blancpain die Stängel des Gelben Enzians1, einer Wildpflanze, die in der Nähe der Manufaktur wächst. Mit der Zugabe einer geheimen Mischung verleihen sie der Oberfläche den letzten Hauch von Brillanz.
Unsichtbar in der Kunst, Anglage an allen komplexen Kanten der Brücke auszuführen, sind die Anforderungen der uhrmacherischen Präzision. Während all dieser aufwendigen Schritte müssen die Finisseure sorgfältig vermeiden, die Geometrie jeder Komponente zu verändern, insbesondere ihre Ebenheit. Dies ist entscheidend, wenn eine Komponente durchbrochen ist, da unsachgemäße Handhabung zu einer Verbiegung führen kann. Daher wird die Ebenheit überprüft, nachdem alle Veredelungsarbeiten abgeschlossen sind.
1 Der Gelbe Enzian ist auch ausführlich in Lettres du Brassus Nr. 21 behandelt.


Ausgebreitet sind Stichel, Holzwerkzeuge und Enzian, die im mehrstufigen Anglage- Prozess verwendet werden.


Anglage-Politur einer goldenen Tonfeder und eines Bereichs der Platine.
PERLAGE
Beispiel: die Platine. Die Grande Double Sonnerie hebt sich vom weiteren Universum prestigeträchtiger großer Komplikationen dadurch ab, dass sie als vollständig integriertes Uhrwerk konstruiert ist... das heißt, eine einzige Grundplatine und keine separaten Platinen für Module. Dennoch ist die Platine der Grande Double Sonnerie außergewöhnlich komplex. Allein auf der Oberseite haben die Konstrukteure die Platine in ein Geflecht von Zonen unterteilt, von denen die meisten eine Perlage-Dekoration erhalten. Am häufigsten wird in der Uhrenwelt die Perlage-Dekoration der Platine mit nur einer Größe der Kreise oder Wirbel ausgeführt. Die Finisseure von Blancpain erkannten, dass eine solche Einheitlichkeit den Größen und Formen der Zonen auf der Platine nicht gerecht würde. Stattdessen bestimmt die Charakteristik jeder Zone die Größe der „Kreise“ der Perlage. Dies führte nicht nur zu vier unterschiedlichen Perlage-Größen, sondern eine Größe ist kleiner als jede der von Werkzeug-Zulieferern angebotenen Perlage-Spitzen. Diese außergewöhnlich feine Spitze, nur 0,7 mm im Durchmesser, wird vom Perlage-Finisseur individuell geschnitzt.
Die Herstellung dieses speziellen Werkzeugs für die kleinen Krei- se ist erst der Anfang. Im Allgemeinen wird Perlage direkt auf ein Bauteil aufgebracht. Um der Dekoration zusätzliche Finesse zu verleihen, beginnt Blancpain den Prozess damit, eine Satinierung auf die Oberfläche aufzubringen2. Außergewöhnliches Können und ein geschultes Auge prägen die nächsten Schritte. Der Finisseur untersucht jede Zone der Platine und trägt jede „Perle“ von Hand auf. Die Platzierung jedes der vielen Kreise ist entscheidend, damit alle harmonisch zur Form passen. Es bedarf jahrelanger Erfahrung, um dieses Handwerk zu beherrschen, denn jede Platzierung der Wirbel muss perfekt sein. Darüber hinaus muss der Finisseur für jeden Wirbel denselben Druck ausüben, damit alle in ihrer Erscheinung einheitlich sind. Das Ausmaß dieser Handarbeit ist überwältigend: Allein auf der Platine gibt es über 3400 einzelne Perlen, von Hand einzeln aufgebracht. Woran kann der Besitzer das Exquisite vom Gewöhnlichen unterscheiden? Unterschiedliche Größen zur Harmonisierung mit der Form jeder Zone, Einheitlichkeit und perfekte Platzierung. Nicht zu vergessen, auch die andere Seite der Platine muss auf die gleiche Weise finissiert werden.
2 Bevor die Perlage-Dekoration beginnt, gibt es acht verschiedene Schritte zur Vorbereitung der Platine.
Das komplexe Perlage-Muster der Platine.
CÔTES DE GENÈVE
Beispiel: eine der Brücken des Uhrwerks. Historisch schrieb die Côtes-de-Genève-Dekoration die Breite zwischen den Rippen nicht vor, und das gilt auch heute noch3. Harmonie und Konsistenz sind entscheidend.
Finesse ist das Leitwort dieser Oberflächendekoration. Das Ziel sind scharf definierte Rippen, zugleich nicht übertrieben, und eine fein gekörnte Oberfläche zwischen den Rippen. Die verbreitete Praxis zur Ausführung der Côtes de Genève besteht darin, einen rotierenden Zylinder zu verwenden, auf den Schleifpapier geklebt ist. Dieses Ensemble wird dann über die Oberfläche des Bauteils gezogen, wobei jeder Zug eine Rippe erzeugt. Um die Raffinesse der Finissage zu steigern, hat Blancpain das Schleifpapier-Zylinder-Ensemble, das bei der Nutzung geringsten Ebenheitsverzerrungen unterliegt, durch einen massiven Zylinder aus „pierre carbonée“ (Kohlenstoffstein) ersetzt. Der Vorteil des pierre carbonée liegt in höherer Präzision und gleichmäßig geformten Oberflächen. Andererseits ist seine Verwendung deutlich zeitaufwendiger. Mit Schleifpapier genügt für jede Rippe ein einzelner Durchgang. Mit dem pierre carbonée erfordert jede Rippe vier oder fünf Durchgänge, wobei jeder nur 5 Mikron von der Oberfläche abträgt. Große Meisterschaft ist erforderlich, da die Geschwindigkeit, mit der der Handwerker den pierre carbonée über die Oberfläche zieht, konstant sein muss, weil sich der Abstand zwischen den feinen Linien des Musters mit der Geschwindigkeit verändert. Das Ergebnis: messerscharfe Rippen und dazwischen subtile, raffinierte Linien.
3 Tatsächlich gibt es zahlreiche Beispiele für Taschenuhren aus dem 19. Jahrhundert, die unterschiedliche Breiten zwischen den Rippen zeigen, einige mehr als doppelt so breit wie die heute üblicherweise zu sehende Breite.
POLI MIROIR
Beispiele: Sonnerie-Hämmer und der Tourbillonkäfig. Traditio- nell werden die Hämmer prestigeträchtiger klingender Uhren (Grande Sonnerie, Petite Sonnerie und Minutenrepetition) aus Stahl gefertigt und mit einer Spiegelpolitur versehen, sowohl aus ästhetischen Gründen als auch zum Schutz vor Korrosion. Die Technik klingt einfach: das Bauteil gegen eine harte, plane Oberfläche reiben, bis es glänzt. Der Abstand zwischen dieser kurzen Beschreibung und der Realität ist enorm. Die meisten Finisseure verwenden einen extra flachen Zinnblock, gegen den das Bauteil in kreisenden Bewegungen poliert wird. Für eine besonders feine Politur, die selbst mikroskopische Kratzer beseitigt, fügen die Finisseure von Blancpain einen zusätzlichen Schritt hinzu und modifizieren den Block, indem sie feine, kreuzweise Riefen anbringen. Diese Riefen fangen die äußerst winzigen Partikel auf, die im Verlauf des Polierens abgetragen werden. Der Hammer selbst wird an einer speziell angefertigten Scheibe befestigt, mit zwei Stützfüßen und einem Befestigungspunkt für das Bauteil, sodass ein Dreibein entsteht. Zu Beginn des Polierens wird eine feine Diamantpulvermischung auf der Oberfläche verteilt. Der Finisseur beurteilt den Fortschritt über sein Gefühl und erkennt die Vollendung, wenn das Bauteil scheinbar am Block haftet. Dieselbe Technik wird für die obere Brücke des Tourbillons und für das Säulenrad des Uhrwerks verwendet.
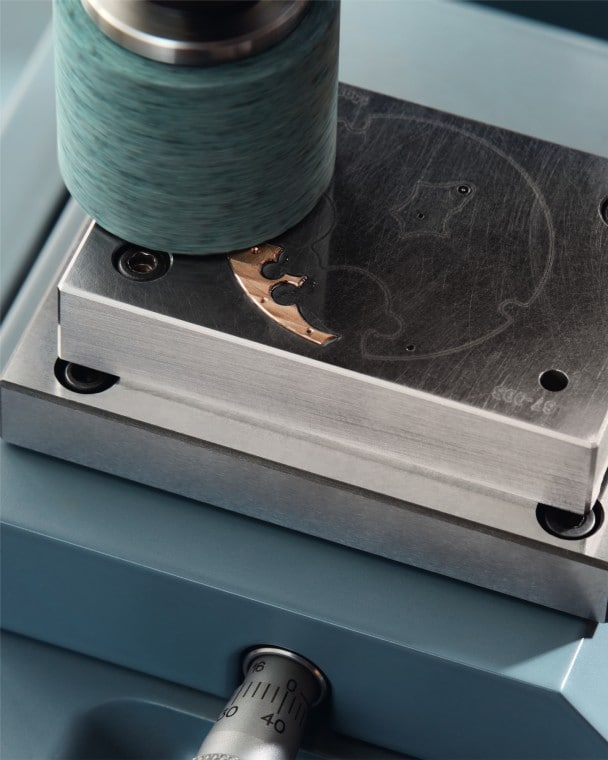
Der Zylinder aus pierre carbonée, der auf einer Brücke eine Côtes-de-Genève-Finissage erzeugt.

Das Spezialwerkzeug, das einen der Hämmer für seine Spiegelpolitur hält.
TRAITS DROITS / TRAITS TIRÉS / SATINÉS CIRCULAIRE
Beispiele: Stahlkomponenten und die goldenen Tonfedern. Natürlich werden die Kanten von Stahlkomponenten durch Anglage poliert. Doch was ist mit den flachen Oberflächen oben und unten? Zunächst muss der Handwerker bei einem langen Bauteil die Ebenheit der Oberfläche innerhalb enger Toleranzen prüfen. Für die eigentliche Finissage werden ein 30-Mikron- Abrasiv und Holz verwendet, um die extra feinen geraden Linien zu erzeugen. Große Sorgfalt ist erforderlich, da die Linien über die gesamte Oberfläche perfekt gerade und ausgerichtet sein müssen. Für die goldenen Tonfedern ist eine besondere Technik erforderlich. Eine feine Satinierung wird aufgebracht, indem die Tonfeder auf einem speziell entwickelten Halter fixiert wird und das Ensemble von Hand unter einem abrasiven Werkzeug gedreht wird.
MOULURES DIAMANTÉES
Senkungen. Die Kante der Brücke um eine Schraube herum unbearbeitet zu lassen, kommt nicht in Frage. Daher muss die Umrandung der Versenkung poliert werden. Ergänzend zu der be- eindruckenden Vielfalt an Polierhölzern, die sich in der Finissage-Werkstatt findet, wird für die Senkungen Kirschholz bevorzugt. Der entstehende Glanz kontrastiert und betont zugleich den spiegelpolierten Schraubenkopf, der darin eingebettet ist.
DAS UNGESEHENE
Alle Veredelungen, die wir beschrieben haben, sind auf einer Seite eines Uhrwerkselements sichtbar. Und was ist mit der dem Blick verborgenen Seite? Auch sie muss im gleichen Maß und mit derselben Sorgfalt veredelt werden wie die sichtbare Seite. Dann gibt es noch die ultimative Form verborgener Dekoration. Das Uhrwerk ist mit einer Goldplakette ausgestattet, auf deren sichtbarer Seite die Blancpain-Signatur graviert ist. Auf der Rückseite, vollständig verborgen, sobald sie am Uhrwerk montiert ist, trägt sie die persönliche Signatur des Uhrmachers, der den Zeitmesser montiert hat. Nur dieser Uhrmacher, der Finisseur und später der Uhrmacher, der die Uhr möglicherweise wartet, werden diese verborgenen Handarbeiten jemals sehen.
Die Finisseure in Blancpains Werkstätten in Le Brassus sind wahrhaft Kunsthandwerker, die den komplexen Formen der Vielzahl an Komponenten im Gehäuse der Grande Double Sonnerie Schönheit verleihen. Jede unterschiedliche Form bietet ihre eigenen einzigartigen Herausforderungen. Diese Finisseure müssen nicht nur über herausragendes Können und die meisterhafte Beherrschung der Werkzeuge verfügen, sie sind auch dazu aufgerufen, die Präzision jedes Elements vollständig zu bewahren. Nehmen Sie eine Lupe zur Hand, um die Ergebnisse ihrer Handarbeit zu genießen.


Ein Teil der Vielzahl an Veredelungswerkzeugen. Unterschiedliche Werkzeuge werden verwendet, nicht nur je nach Bauteil, sondern auch je nach Veredelungsschritt.

Politur einer Senkung („moulures diamantées“) mit Kirschholz.

Kapitel 09
Die Konstruktion des fliegenden Tourbillons von Blancpain: Ein charakteristisches Merkmal des Hauses.















