

















期刊 25
阅读
章节 8
精妙装饰的艺术,看不见的地方,最是匠心之处。

谈谈两个发人深省的问题。首先,艺术性与精准度能否存在于同 一方寸空间?其次,有没有隐匿于视线之外的艺术?宝珀位于勒 布拉叙(Le Brassus)的专属打磨工坊不仅斩钉截铁地回答了第 一个问题,更证实了第二个的答案。
在高级制表诸多领域中,或许没有哪个方面比机芯的打磨装饰更 容易被人误解了。即便是最老练的鉴赏家——那些能够逐一细数 擒纵机构、复杂功能和材质演进的人——似乎也鲜少对打磨工艺 的细节或历史投入同等程度的审视。然而,若不了解那段历史、 那些传统,以及融入其中的工艺细节,又如何能分辨出平庸与至 臻的云泥之别?
两百年前,对机芯的装饰几乎只专注于实用性:防止氧化和腐 蚀。通过对主夹板、夹板和精钢零部件的表面及边缘进行处理, 便能抵御这两个危及机芯使用寿命的宿敌。然而,随着时间的推 移,这种专注逐渐从功能延伸到更广的范畴。艺术不仅成为赋予 时计美感的方式,更成了彰显价值的标志和证明。起初,表盘和 表壳是手工技艺的主要载体,后来人们的关注点逐渐扩展到了机 芯的装饰上。促使人们开始关注机芯外观的,是日内瓦 (Geneva)各大制表工坊的商业惯例。这些工坊所使用的机芯, 尤其是复杂功能时计机芯,实际上并非完全“自产”。相反,它 们的机芯来自日内瓦城外的供应商,许多源自汝拉山谷(Vallée de Joux),以所谓“半成品机芯”的形式提供。这些半成品机芯 虽具备基本功能,但通常未经打磨修饰,有时甚至仅有复杂功能 模块。为了进一步彰显自己的与众不同,在安装表壳、表盘、指 针,以及某些情况下增设摆轮和擒纵机构外,日内瓦的制表工坊 开始运用手工打磨技艺,对这些半成品机芯进行艺术化的装饰。
对机芯施以细致修饰成为了制表工坊展示精湛技艺、彰显卓越品 质,乃至体现品牌特色的一种方式。日内瓦的制表师们在半成品 机芯上进行精加工,逐渐发展出了流传至今的纹饰图案和手工技 艺,包括日内瓦波纹(côte de genève,应用于夹板的条纹与拉 丝纹饰)、倒角(anglage,夹板与零部件边缘的倒角处理)、鱼鳞纹(perlage,又译珍珠圆点纹,应用于夹板与主夹板的圆 形涡纹)、镜面抛光(poli miroir)、直纹缎面磨砂/直纹拉丝 纹(traits droits / traits tirés,零部件平面的精细拉丝)、钻石 抛光纹(moulures diamantées,沉孔的精细抛光)。如今,这 些装饰纹样在制表界被广泛采用,但究竟得到了几分真传?现代 时计中,这些纹样背后又蕴含了哪些细节和工艺?回到开篇提出 的问题:如何区分平庸与至臻?答案就蕴藏于对机芯专业而细致 的审视之中,以及——对于某些要素,尤其是隐匿于视线之外的 修饰——对制表工坊诚信的信赖。因此,请允许我们将全新宝 珀“大音乐家-双旋律大小自鸣四音四锤”超复杂功能腕表15GSQ 置于聚光灯下。自然,对于这样一枚拥有逾1000个独立零部件的 复杂时计来说,要想在这本期刊上详尽罗列每个部件的修饰工 艺,无疑都够再写一部鸿篇巨制了。既如此,我们不妨选取机芯 中几个具有代表性的零部件,例证宝珀是如何通过对各个零部件 的装饰,向手工技艺致以崇高敬意。
倒角
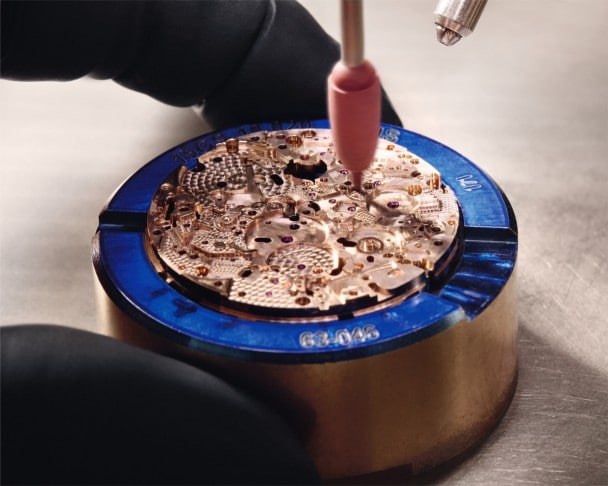
示例:万年历夹板。即便只是匆匆一瞥,这枚夹板——实际上, 所有夹板以及主夹板皆是如此——便已显露与腕表界常规水准的 显著差异。通常情况下,这些零部件均以黄铜制成,偶尔也会用 德银打造。然而,宝珀“大音乐家-双旋律大小自鸣四音四锤”超 复杂功能腕表15GSQ特别选用红金来打造夹板和主夹板,正是因 为红金经精心打磨后能呈现非凡光泽。夹板造型本身就显示了打 磨工序的复杂程度。即便仅为外缘精准施以倒角,都已经是一个 相当耗时的工程了(此道工序的细节我们稍后展开)。而这枚夹 板更经过了镂空处理,因此不仅外缘,所有内部镂空的边缘也都 需要进行倒角,工作量较无镂空夹板而言增至五倍!然而这仅是 表面所见,细节之处犹有过之。
明眼行家自能洞察其中的玄机——那些锐利的内角,即制表师所 谓的“内凹角”(angles rentrants),其迷人之处在于,一道 凌厉的棱线将斜面两侧截然划分。仅此一枚夹板,便拥有43处锐 利内角;而整枚机芯的内角总数竟高达148处!这些棱角是手工打 磨的铁证,亦宣告了其与廉价、速成工艺的云泥之别。当边缘呈 圆角时,匠人可以使用电动旋转工具打磨出斜面。正因圆角的打 磨要求低、耗时短,将腕表零部件设计成圆角形态以规避锐利内 角,如今已成为了瑞士制表业的常态。而这枚夹板上的锐利内角 却非电动工具所能及,只能通过精细繁复的多道手工工序方能实 现,每道工序皆需娴熟的技艺与一丝不苟的专注。
打磨工序始于一柄刻刀(制表师称之为“burin”)。工匠会沿 着所有边缘进行手工雕琢,自顶面形成30度斜角。若此番描述令 您联想到“艺术大师”系列的雕刻工艺,请保持这一印象,因为 您猜对了。

最后一步,以黄龙胆茎秆抛 光,为倒角再添一抹含蓄光华。
倒角角度的选择背后蕴含着审慎考量。此前,宝珀以及腕表界大 多数品牌的惯例,是在零件边缘采用45度倒角。而将角度改为30 度后,成品倒角的光泽更易于被佩戴者欣赏。过陡的角度不仅会 令光泽不易察觉,在特定位置还易对邻近部件造成反光干扰。30 度倒角初步成型后,需以附着抛光膏的木质工具进行多道抛光, 所用的抛光材料粒度逐道递进,愈趋细腻。最后一道抛光工序使 用的是粒度为一微米的粉末,效果令人叹为观止。然而这仍非最 后一步。秉承汝拉山谷的悠久传统,宝珀还会采集生长在工坊附 近的野生黄龙胆的茎秆,佐以秘制配方,为表面赋予最后一抹璀 璨光华。
在为夹板所有复杂边缘施以倒角的手工技艺背后,潜藏着对制表 精准度的严苛要求。在这些精细繁复的步骤中,打磨师必须时刻 谨慎,避免任何可能改变零部件形状的操作,尤其须保持平面的 平整。对于镂空零部件而言,这一点至关重要,因为稍有不慎便 可能导致其弯曲变形。因此,在所有打磨工序完成后,还需对零 部件的平整度进行最终校验。


依次排列的,是多道倒角工序 中使用的刻刀、木质工具以及黄龙胆 茎秆。


对一枚金质音簧以及主夹板上 的一处区域进行倒角抛光。
鱼鳞纹
示例:主夹板。宝珀“大音乐家-双旋律大小自鸣四音四锤”超复 杂功能腕表15GSQ与绝大多数顶级大复杂功能腕表的不同之处, 在于它采用完全一体式的机芯结构——即单枚主夹板承载全部功 能,不设模块化独立夹板。然而这枚主夹板却繁复至极。仅在上 表面,设计师就划分出了多个复杂功能分区,其中大部分饰以鱼 鳞纹。制表界最常见的做法是对主夹板施以单一尺寸的圆形涡 纹,而宝珀的打磨师认为,统一规格难以契合各区域的尺寸和形 状。因此,他们根据每个区域的特征来决定鱼鳞纹“圆点”的尺 寸。此举不仅衍生出四种不同规格的鱼鳞纹,其中更有一种,所 需的工具头尺寸小于市面上所有规格。这种直径仅为0.7毫米的、 极为精细的工具头,是由鱼鳞纹打磨师亲手雕制而成的。
为刻画微小圆点而特制工具,仅仅是序曲。通常,鱼鳞纹直接施 于零件表面;而宝珀为求极致,在打磨前会先进行缎面拉丝预处 理1。接下来的工序,是对超凡技艺与敏锐目光的终极考验。打磨 师需屏息凝神,手工逐一敲印每片“鱼鳞”,确保数以千计的圆 点与零件轮廓和谐共生。
掌握这门技艺需要经年累月的经验积淀,因为每道涡纹的位置都 必须精准无误。此外,打磨师还必须对每道涡纹施加相同的压 力,以求所有涡纹外观均匀齐整。这项手工工程之浩大,令人咋 舌:仅主夹板正面,就有3484片独立的“鱼鳞”,全部由手工逐 一敲印。那么,对于佩戴者而言,究竟如何区分平庸与至臻?其 标志在于与各区形态相得益彰的不同尺寸、均匀一致的观感,以 及完美无瑕的精准落点。别忘了,主夹板的另一面也必须以同样 的方式打磨修饰。
1 在施以鱼鳞纹装饰之前,主夹板须经八道预备工序。
主夹板鱼鳞纹的繁复纹样。
日内瓦波纹
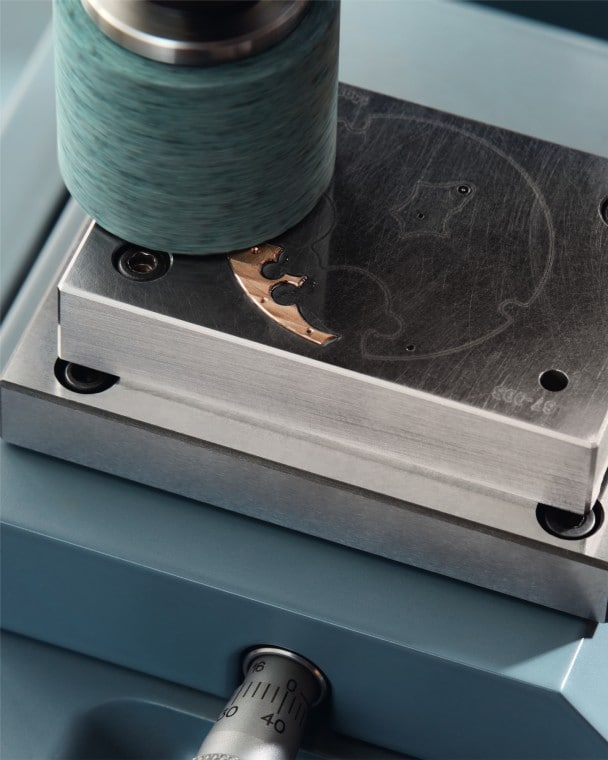
示例:机芯夹板。历史上,日内瓦波纹装饰并未限定条纹之间的 间距,时至今日仍然如此2。纹样的协调与连贯至关重要。
“精致”是这种表面装饰的重要准则。目标在于条纹轮廓棱线分 明却不张扬,且条纹之间肌理细腻入微。业界普遍采用裹覆砂纸 的旋转滚筒来打造日内瓦波纹——滚筒拉过零部件表面,每拉一 次就产生一道条纹。为提升打磨的精细度,宝珀摒弃了砂纸和滚 筒的组合(该工具在使用过程中易产生细微的平整度偏差),改 用实心炭质石材滚筒。炭质石材的优势在于精度更高,且能形成 始终如一的表面质感。但另一方面,其使用过程也极其耗时。使 用砂纸时,每道条纹只需一次拉动即可完成;而炭质石材则需拉 动四到五次,每次仅能从表面削去5微米的材料。这道工序对匠人 的技艺要求极高:匠师必须以恒定的速度拉动炭质石材滚筒,因 为拉动速度会改变纹理中细密线条的间距。最终呈现的效果是锋 锐利落的条纹,其间点缀着细腻精妙的纹理。
2 事实上, 19世纪众多怀表实例表明,日内瓦波纹条纹间距 不一,有些甚至比当今常见的宽度宽出一倍有余。
镜面抛光
示例:自鸣装置音锤与陀飞轮框架。传统上,顶级自鸣装置(大 自鸣、小自鸣及三问表)的音锤以精钢制成,并施以镜面抛光, 目的既是为了美观,也是为了防腐蚀。这项技艺的原理听起来很 简单:将零部件置于平坦坚硬的表面上反复摩擦,直至焕发光 彩。然而,说来容易做来难。多数打磨师会使用极为平整的锡 块,以圆周运动对零部件进行抛光。为了达到极致细腻的抛光效 果,消除哪怕显微镜级的划痕,宝珀的工匠们会额外增加一道工 序——在锡块表面錾出细密的交叉纹路。这些纹路能够捕获抛光 过程中脱落的、极其细微的颗粒。音锤本身被固定在一个定制的 圆盘上,圆盘带有两支承足和一个用于固定零部件的连接点,从 而形成一个稳定的三脚架。抛光开始时,先在锡块表面涂抹一层 精细的金刚石粉末混合物。工匠凭借手感来判断抛光的进度,当 感觉零部件似乎已经吸附在锡块上时,便知时机已到。同样的技 术也会应用于陀飞轮的上层夹板和机芯的导柱轮。
使用炭质石材滚筒为夹板施 以日内瓦波纹打磨。

固定音锤以进行镜面抛 光的专用工具。
直纹缎面磨砂/直纹拉丝/环形缎面磨砂纹
示例:零部件和金质音簧。当然,零部件的边缘也需要进行倒角 抛光。但顶部和底部的平面又如何处理?首先,对于长形零部 件,工匠必须以严格的公差标准验证其表面平整度;打磨时,以 30微米的研磨材料和木制工具打磨出超精细的直纹。操作时需要 全神贯注,确保线条笔直、彼此平行,且与边缘对齐、横贯表 面。金质音簧则需要采用一项特殊工艺:将音簧固定在专门设计 的夹具上,然后手持整个夹具,将音簧置于研磨工具下方旋转, 以形成细腻缎面。
钻石抛光纹
示例:沉孔。不打磨螺丝周围的夹板边缘是绝对不可接受的。因 此,围绕螺丝的边缘,即所谓的“沉孔”,必须进行抛光。在打 磨工坊内,抛光木料的种类繁多,其中,樱桃木是抛光沉孔的首 选材料。沉孔经抛光后产生的光泽与镜面抛光的螺丝头形成了鲜 明对比,将其衬托得愈加醒目。
未见之工
我们迄今所述的所有打磨工艺,皆可见于机芯零部件的一面。至 于隐于视线之外的另一面呢?自然也须与可见面同等精细、同等 用心地加以打磨修饰。此外,更有一处极致隐秘的装饰。机芯中 内嵌有一枚金质铭牌,其可见面镌刻宝珀标识,背面则镌刻组装 这枚时计的制表师的个人签名,一旦安装完成便完全隐匿,唯有 这名制表师本人、打磨工匠,以及日后可能为此表提供售后服务 的制表师,方能得见这些隐藏的手工印记。
宝珀勒布拉叙打磨工坊的工匠们是真正的艺术大师,他们为宝 珀“大音乐家-双旋律大小自鸣四音四锤”超复杂功能腕表 15GSQ 表壳内众多零部件的复杂形态赋予了美感。每一种不同的形态都 带来了独特的挑战。这些工匠不仅需要拥有高超的技艺和精湛的 手法,更需在每个步骤中,悉心守护每一个机芯零部件的精准 度。请举起目镜,尽情欣赏他们的手工艺杰作吧。


众多打磨工具中的一部分。不同工具的使用不仅视零 部件而定,亦视工序而定。

沉孔的樱桃木抛光(钻石抛光纹)。

章节 09
宝珀浮动式飞鸟陀飞轮结构: 品牌的标志性杰作。















