

















Issue 25
読む
Chapter 8
精緻な仕上げの芸術。

二つの革新を突く問い。それは、第一に、芸術性と精度は同じ空間に 共存し得るのか。第二に、目に見えない芸術性などあり得るのだろう か。ル・ブラッシュにあるブランパンの仕上げ専用アトリエは、第一 の問いに肯定的な回答をするだけでなく、第二についてもそれを証明 してみせることができます。
おそらく、高級時計製造においてムーブメントの仕上げほど誤解されて いる要素はありません。脱進機、複雑機構、素材の変遷を列挙できるほ どの愛好家でさえ、仕上げの細部やその歴史に同等の注意を払ってこ なかったように思われるのです。しかし、その歴史や伝統、そこに織り込 まれた手仕事の機微を理解せずに、平均的なものと至高をどう見分け ることができるのでしょうか。
二百年前、ムーブメントの仕上げはほぼ例外なく実用的な目的、すなわ ち酸化と腐食から守ることに集中していました。地板、ブリッジ、スティ ール部品の表面とエッジを整えることで、耐久性に対する二つの敵か ら守ることができたのです。しかし時を経て、この機能性への集中は拡 張していきました。芸術は、時計に美を与える手段としてだけでなく、価 値の証であり、その提示として定着しました。ダイアルとケースがまず装 飾技法の対象となったのち、ムーブメントの装飾にも目が向けられました。 ムーブメント外観への新たな関心は、複雑時計を中心に、事実上 「in-house(社内)」ではないムーブメントを用いていたジュネーブの 名門メゾンの慣行によっても促されました。彼らのムーブメントは、市外 の供給者、とりわけ ジュウ渓谷の多くから、いわゆる「ebauches(エボ ーシュ)」として供給されました。これらの ebauches は機能的ではある ものの、一般に仕上げは施されておらず、場合によっては複雑機構のみ が含まれていました。ケース、ダイアル、針、そして時にテンプや脱進機 を組み込むだけでなく、自らの時計を際立たせるために、ジュネーブの メゾンは ebauches を芸術的な装飾技法で磨き上げはじめました。 こうした仕上げは、メゾンが自らの技能を刻印し、卓越を示し、要する にブランドのアイデンティティを表す手段としてムーブメントに与えられ ました。ebauches と向き合う中で、ジュネーブの時計師たちは今日ま で続くモチーフと手仕事の技法を発展させました。côte de genève (コート・ド・ジュネーブ:ブリッジに施されるリブ状の装飾と研磨)、 anglage(アングラ―ジュ:ブリッジおよびスティール部品のエッジの面 取り)、perlage(ペルラージュ:ブリッジと地板に施される円形の渦状 模様)、poli miroir(ポリ・ミノワール:スティール部品の鏡面研磨)、 traits droits/traits tirés(トレ・ドロワ/トレ・ティレ:スティール部品の 平坦面に施される繊細な筋目仕上げ)、moulures diamantées(ムル ュール・ディアマンテ:精密研磨)です。今日、これらの装飾モチーフは 時計界全体で広く実践されていますが、どれほど正確に行われている のでしょうか。現代の時計において、これらのモチーフの基盤となる細 部と所作は何なのでしょうか。冒頭の問いに戻るなら、平均的なものと 至高をどう見分けるのか。答えは、ムーブメントを意識的かつ注意深く 観察すること、そして一部の要素においては、とりわけ視線から隠され た仕上げにあります。さらに、メゾンの一貫性と誠実さへの信頼も必要 となります。そこで、ブランパンの新しい グランド ダブル ソヌリ を紹介 します。もちろん、1000点を超える個別部品を備えるほど複雑な時計 において、この「ル・ブラッシュ便り」 で各部品の仕上げをすべて列挙す れば、重厚な一冊になってしまいます。代わりに、ブランパンが各要素 の装飾において芸術的手仕事をいかに尊重したかを示す例として、 ムーブメントのいくつかの要素を見ていきましょう。
ANGLAGEアングラージュ
例:パーペチュアルカレンダーブリッジ。これを見てすぐに、このブリッ ジ、そしてすべてのブリッジと地板が、時計界で一般的に見られるもの とは異なることがわかります。ほとんどの場合、こうした部品は真鍮で作 られ、より稀にジャーマンシルバーが用いられます。しかし グランド ダ ブル ソヌリ においてブランパンは、仕上げ後に現れるさらなる輝きを重 んじ、ブリッジと地板にレッドゴールドを選んでいます。ブリッジの形状 は、その加工の複雑さを物語ります。正しく行われるなら、部品の周縁 に施すアングラ―ジュ は手間のかかる工程であり、その段階について は後ほど触れます。しかしこのブリッジはアジュール(透かし)構造であ るため、アングラ―ジュ は外周のエッジだけでなく、すべての内周エッ ジにも施さなければなりません。これは、ソリッドなブリッジに比べて ア ングラ―ジュ の量が5倍になることを意味します。だが、それは最初の 一目で見える範囲にすぎません。細部はさらに多くを語ります。
目の利く観察者は、時計師が「angles rentrant(s アングル・ラントラン)」 と呼ぶ鋭い内角に注目するでしょう。二つの面取り面が明確な稜線で 分 か れ て い る 点 が 特 筆 さ れ ま す 。こ の ブ リ ッ ジ だ け で 鋭 い 内 角 は 43か所あります。ムーブメント全体では148か所の鋭い内角が存在す るのです! これらの角は、仕上げの方法を示す鍵であると同時に、より 低コストで手間もかからず、時間もかからず、職人技を要しない手法を 排除する証拠でもあります。エッジが丸みを帯びていれば、電動回転工 具で面取りが可能です。丸いエッジは要求水準が大幅に低く、仕上げ 時間も短いため、スイス全土で、鋭い内角を避けるべく部品形状を丸く 設計することが常態化しています。対して、このブリッジの鋭い内角は、 複雑な多段工程によってのみ実現できます。その一つひとつが、熟練し た慎重な手作業を要するのです。
すべては錐(時計師は「burin」と呼ぶ)から始まります。職人はすべての エッジを彫り、上面から30度の角度を形成します。この説明が メティ エ・ダールの彫金を想起させるなら、その感覚を保ってください。なぜな ら、それは正しいからです。

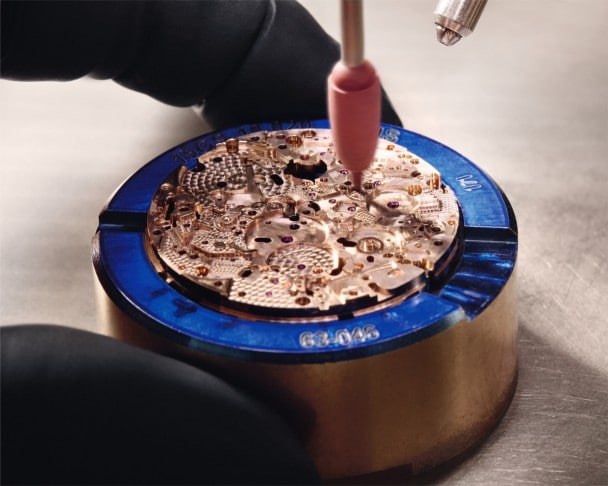
アングラ―ジュにごく控えめに追加 の艶を与える最終工程は、リンドウの 茎によるポリッシュである。
面取り角の選択には、明確な意図があります。ブランパンはかつて、時 計界の慣例と同様に、部品のエッジに45度の面取りを用いていまし た。これを30度に変更することで、オーナーは仕上がった面取りの輝き をより容易に視認できます。より急な角度は一般に目立ちにくく、また位 置によっては隣接部品に反射光を生じさせることもあります。30度の初 期成形の後、木に固定した研磨剤を用い、より細かな研磨剤へと段階 的に移行する一連のポリッシュ工程が続きます。1ミクロン の粉末を用 いる最終段階は驚くべきものです。1 ミクロン の粉末は触感としては完 全に滑らかに感じられますが、実際にはこの研磨が最後ではありませ ん。ジュウ渓谷 の偉大な伝統に従い、ブランパンはアトリエ近くに自生 する野生のリンドウの茎を採取します。秘密の混合物を加え、表面に最 終の輝きをもたらすのです。
このブリッジの複雑なエッジ全体にわたる アングラ―ジュの芸術性の 背後には、時計精度の要求があります。これらの複雑な工程を通じて、 仕上げ職人は各部品の形状、なかでも平面度の変形を慎重に避けな ければなりません。アジュール部品では、誤った取り扱いが反りを生む ため、非常にに重要です。したがって、すべての仕上げ作業の完了後、 平面度が検査されます。


アングラ―ジュ の多くの工程で 用いられる錐、木製工具、リンドウ の一式。


ゴールドのサウンドリングおよび 地板の一部に施される アングラ―ジュ のポリッシュ。
ペルラージュ
例:地板。グランド ダブル ソヌリ が名高い グランド コンプリケーショ ン の世界一般と一線を画すのは、完全統合型ムーブメントとして構成 されている点、すなわち一枚の地板で、モジュール用の追加地板を持 たない点にあります。しかも、グランド ダブル ソヌリ の地板は極めて複 雑です。上面だけでも、設計者は地板を複雑なゾーン体系に分割し、 その多くに ペルラージュ の装飾を施しています。時計業界では通常、 メインプレートのペルラージュ装飾は単一のサイズの円または渦巻き で施されます。ブランパンの仕上げ職人は、そのような均一性はメイン プレート上のゾーンのサイズや形状を尊重しないと考えました。代わり に、各ゾーンの特性に応じてペルラージュの「円」のサイズを決定しまし た。これにより4種類の異なるサイズのペルラージュが生まれただけでな く、そのうちの1サイズはサプライヤーが提供する既存のペルラージュ用 チップのどれよりも小さいのです。この直径わずか0.7mmという極めて 微細なチップは、ペルラージュ職人によって特注で彫り出されています。
この小さな円のための専用工具を作ることは、まだ始まりにすぎませ ん。通常、ペルラージュ は部品に直接施されます。装飾にさらなる精緻 さを与えるため、ブランパンはまず表面にサテン仕上げ1を施して工程 を開始します。次の段階で、卓越した技能と鍛えられた眼が現れます。 仕上げ職人は地板の各ゾーンを観察し、各「パール」を手作業で打ち ます。無数の円の配置は、形状に対してすべてが調和するために決定 的に重要です。渦の配置一つひとつが完璧でなければならず、この手 仕事を習得するには何年もの経験が必要です。さらに、すべてが同じに 見えるよう、各渦で同一の圧力を加えなければなりません。この手作業 の規模は驚異的です。地板だけで、3484個の「パール」が一つひとつ、 連続して手作業で施されています。では、オーナーは洗練と凡庸を何に よって見分けられるのか。各ゾーンの形状に調和する異なるサイズ、 均一性、そして完璧な配置です。そして忘れてはならない。地板の裏面 も同様に仕上げられなければなりません。
1ペルラージュ の装飾に入る前に、地板には8つの 異なる準備工程が行われる。
地板に施された複雑な ペルラージュ の模様。
コート・ド・ジュネーブ
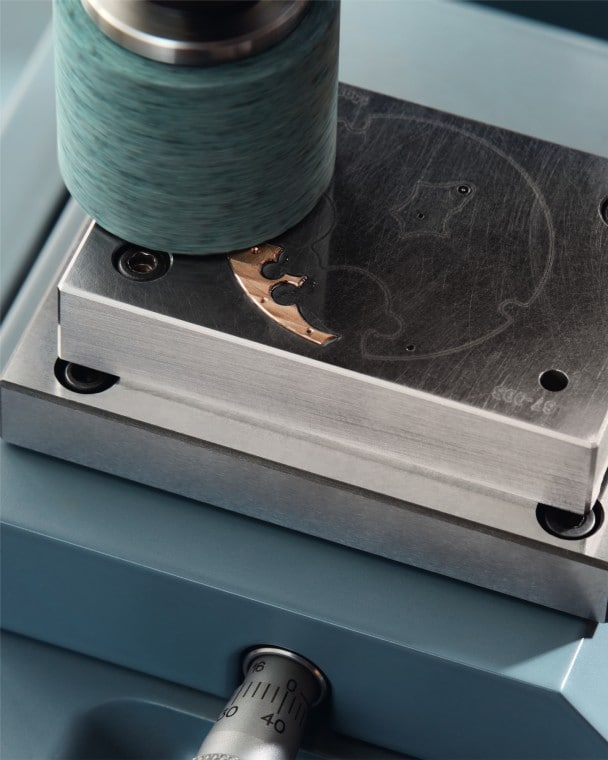
例:ムーブメントのブリッジの一つ。歴史的に、コート・ド・ジュネーブは リブ間の幅を規定しておらず、今日もそれは同様である2。調和と一 貫性が不可欠です。
この表面装飾において鍵となるのは繊細さである。過度に強調するこ となく、明確に形成されたリブを得ること、そしてリブ間に微細な粒状 感のある面を得ることが目的となります。コート・ド・ジュネーブの一般 的な手法は、研磨紙を貼り付けた回転シリンダーを用いることです。 この一式を部品表面に沿って引き、各パスが一つのリブを形成します。 ブランパンは仕上げの洗練を高めるため、使用に伴い工具の平面度に 微視的な歪みが生じ得る「研磨紙/シリンダー」の組み合わせを、単体 の石製シリンダー pierre carbonée に置き換えました。pierre carbonée の利点は、より高い精度と、安定して形成される表面にあり ます。一方で、その使用は著しく手間がかかります。研磨紙の場合、各リ ブは一度のパスで十分です。pierre carbonée では各リブに4回ない し5回のパスが必要で、各パスで表面から削り取られるのはわずか5ミ クロン にすぎません。高度な技能が求められるのは、職人が pierre carbonée を表面に沿って引く速度を一定に保たねばならないからで す。速度が変われば、模様の細い線の間隔が変化します。結果は、剃刀 のようにシャープなリブと、その間に走る繊細で優雅なラインです。
2 実際、19世紀の懐中時計には、リブ間の幅がさまざ まに異なる例が数多くあり、場合によっては 今日一般に見られる幅の2倍を超えるものもある。
ポリ・ミノワール
例:ソヌリのハンマーとトゥールビヨン・キャリッジ。伝統的に、名高いソ ヌリ(グランド・ソヌリ、プリ・ソヌリ、ミニッツリピーター)のハンマーはス ティール製で、装飾のため、また腐食から守るために鏡面まで磨き上げ られます。技法は単純に聞こえます。硬く平らな面に部品を擦りつけ、 輝くまで磨くというものです。ですが、この簡潔な説明と現実との隔たり は大きいのです。多くの仕上げ職人は、超平坦な錫のバーを用い、 その上で部品を円運動で磨きます。微細な傷さえ取り去るとびきり繊 細なポリッシュのために、ブランパンの職人はバーを改良し、そこに細 かな交差の刻み目を施す追加工程を加えます。この刻み目が、研磨の 進行とともに剥離する極微粒子を保持します。ハンマー自体は、二本の 支持脚と部品固定点を備えた専用ディスクに取り付けられ、「三脚」を 形成します。研磨が始まると、表面に微細なダイヤモンドパウダーの混 合物が加えられます。職人は手の感覚で進捗を判断し、部品がバーに 「 吸 い 付 く 」よ う に 感 じ ら れ た と き に 完 了 を 知 り ま す 。同 じ 技 法 は 、 トゥールビヨンの上部ブリッジおよびムーブメントのコラムホイールにも 用いられます。
石製シリンダー pierre carbonée が ブリッジに コート・ド・ジュネーブの 仕上げを施している。

ハンマーの鏡面研磨のために、 それを保持する専用工具。
トレ・ドロワ/トレ・ティレ/サティネ・サーキュレール
例:スティール部品とゴールドのゴング。もちろん、スティール部品のエ ッジには アングラ―ジュ が施されています。では上下の平坦面はどう するのか。まず、長い部品であれば、職人は厳しい許容差で表面の平 面度を確認しなければなりません。仕上げそのものには、30 ミクロン の研磨剤と木材を用いて、極めて繊細な直線を形成します。線は完全 に直線で、面全体にわたり整列していなければならず、細心の注意が 求められます。ゴールドのゴングには特別な技法が用いられます。微細 なサテン仕上げは、ゴングを専用設計の保持具に固定し、全体のアッ センブリーを研磨工具の下で手作業で回転させることで行います。
ムルュール・ディアマンテ
カウンターシンク。ネジ周りのブリッジのエッジを未加工のままにするこ とは許されません。したがって、「カウンターシンク」と呼ばれる円周部 はポリッシュされなければならなりません。仕上げ工房で見られる様々 な研磨用木材の中でも、カウンターシンクには特にチェリー材が好ま れる。こうして生まれる輝きは、鏡面研磨されたネジ頭部を囲みながら、 その輝きを引き立て対比させています。
見えないところ
ここまで語ってきた仕上げは、ムーブメント要素の片面に見えるもので す。では、視線から隠された側はどうでしょうか。そこもまた、見える側と 同じ水準、同じ丹念さで仕上げられなければなりません。さらに、隠さ れた装飾の最高位があります。ムーブメントには、見える側にブランパン の署名が刻まれたゴールドプレートが備わっています。その裏面には、 ムーブメントに組み込まれた後は完全に隠れてしまいますが、この時計 を組み上げた時計師の個人的な署名が刻まれています。この隠れた手 仕事を目にするのは、その時計師、仕上げ職人、そして後に時計を整備 する時計師のみです。
ル・ブラッシュ にあるブランパンの仕上げ工房の職人たちは、グランド ダブル ソヌリ のケースの中に収められた無数の部品の複雑な形状に 美を与える、真の 職人 です。各形状は固有の課題を突きつけます。 これらの 職人 に求められるのは、最高度の技能と所作の習熟だけ ではありません。各要素の精度を完全に保つことが使命となります。 彼らの手仕事の成果を味わうために、ルーペを手に取ってご覧いただ きたい。


無数の仕上げ用工具の一部。特定の部品だけでなく、 特定の仕上げ工程に応じても、異なる個別工具が用いられる。

チェリー材でカウンターシンクをポリッシュしている。 (「ムルュール・ディアマンテ」)

Chapter 09
ブランパンのフライング トゥールビヨン構造: メゾンを象徴するシグネチャー。










