

















Número 25
Leer
Capítulo 8
El arte del acabado fino.

Dos preguntas incisivas. Primero, ¿pueden el arte y la precisión habitar el mismo espacio? Segundo, ¿quién ha oído hablar de un arte oculto a la vista? El taller de acabados dedicado de Blancpain en Le Brassus no solo da respuesta rotundamente afirmativa a la primera pregunta, sino que también confirma plenamente la segunda.
Pocos ámbitos de la alta relojería resultan tan profundamente incomprendidos como el acabado del movimiento. Parece que un gran porcentaje incluso de los connoisseurs más sofisticados, aquellos capaces de recitar la evolución de escapes, complicaciones y materiales, no ha dedicado el mismo examen a los detalles o a la historia del acabado. Sin embargo, sin comprender esa historia, las tradiciones y los detalles del oficio entretejidos en ella, ¿cómo distinguir entre lo medio y lo más sublime?
Hace doscientos años, el acabado del movimiento respondía ante todo a una necesidad práctica: preservar. Frente a la oxidación y la corrosión, enemigos tenaces de la longevidad, se trataban superficies y cantos de platinas, puentes y componentes de acero. Con el tiempo, sin embargo, este enfoque funcional se amplió. El arte se había afirmado, no solo como un modo de conferir belleza a los relojes, sino como una señal y una demostración de valor. Con esferas y cajas como primeros objetos de los oficios artísticos, la atención se desplazó para incluir la decoración de los movimientos. A esta evolución contribuyeron, de forma decisiva, ciertas prácticas comerciales de las grandes casas ginebrinas. En particular, cuando se trataba de piezas complicadas, los movimientos no siempre nacían dentro de sus propios muros. Llegaban desde fuera de la ciudad, con frecuencia desde la Vallée de Joux, en forma de lo que se conocía como «ebauches». Estos ebauches de movimiento, aunque funcionales, solían estar sin terminar y, en algunos casos, consistían únicamente en las complicaciones. Para distinguir sus relojes más allá de añadir caja, esfera, agujas y, en algunos casos, el volante y el escape, las casas ginebrinas empezaron a embellecer los ebauches mediante técnicas decorativas aplicadas artísticamente.
Estos acabados se otorgaban al movimiento como medio para que las casas pusieran de manifiesto su destreza, acreditaran su excelencia y afirmaran su identidad de marca. Al intervenir sobre aquellos ébauches, los relojeros ginebrinos fueron construyendo, con el tiempo, un verdadero lenguaje del acabado: un repertorio de gestos y motivos que todavía hoy identifica la Alta Relojería.
En los puentes aparecieron las côtes de Genève, esas nervaduras regulares que hacen circular la luz en las bandas; en los cantos, el anglage, donde el bisel pulido convierte una arista en una línea viva. Sobre platinas y puentes, el perlage desplegó sus círculos superpuestos, como una constelación ordenada, mientras que en el acero el poli miroir, llevó el pulido hasta el extremo de borrar la materia bajo un reflejo perfecto. Para las superficies planas se impusieron los traits droits o traits tirés, un cepillado fino y lineal de sobriedad absoluta; y hasta los avellanados (lugares que podrían haber permanecido invisibles) recibieron atención mediante las moulures diamantées, un pulido delicado que revela que, en este oficio, incluso lo escondido merece excelencia.
Hoy, estos motivos decorativos se practican ampliamente en el mundo relojero, pero ¿con qué fidelidad? ¿Qué detalles y técnicas subyacen a estos motivos en los relojes modernos? Volviendo a la pregunta planteada al inicio, ¿cómo distinguir entre lo medio y lo sublime? Las respuestas nacen de un análisis riguroso y atento del movimiento y, para ciertos detalles, en especial aquellos acabados que permanecen fuera de la vista, de la confianza en la integridad y el rigor de la Casa. Así pues, en el centro de esta entrega, presentamos la nueva Grande Double Sonnerie de Blancpain. Naturalmente, en un reloj de tal complejidad, con más de mil componentes individuales, un catálogo del acabado de cada elemento en Lettres du Brassus daría como resultado un tomo ciertamente pesado. En su lugar, examinemos componentes representativos del movimiento como ejemplos de cómo Blancpain ha respetado el oficio artístico en la decoración de cada uno.
ANGLAGE
Ejemplo: el puente del calendario perpetuo. Basta una breve mira- da a este puente y, en realidad, a todos los puentes y a la platina, para comprender que se sitúa fuera de lo que suele considerarse estándar en el mundo relojero. Casi de manera universal, estos componentes se fabrican en latón y, con mucha menos frecuencia, en plata alemana. Sin embargo, para la Grande Double Sonnerie, Blancpain optó por oro rojo para los puentes y la platina, valorando el brillo suplementario que revela el material cuando se termina con esmero. La propia forma del puente delata la complejidad de su acabado. Bien ejecutado, el anglage aplicado al contorno de una pieza ya supone, por sí solo, un trabajo paciente; en breve abordaremos sus etapas. Pero aquí el desafío se intensifica: el puente está calado, de modo que no solo hay que llevar el anglage a los bordes exteriores, sino que también se requiere para todos los bordes interiores. Esto supone un aumento de cinco veces en la cantidad de anglage en comparación con un puente macizo. Sin embargo, esto es solo lo que se aprecia a primera vista. Los detalles muestran mucho más.

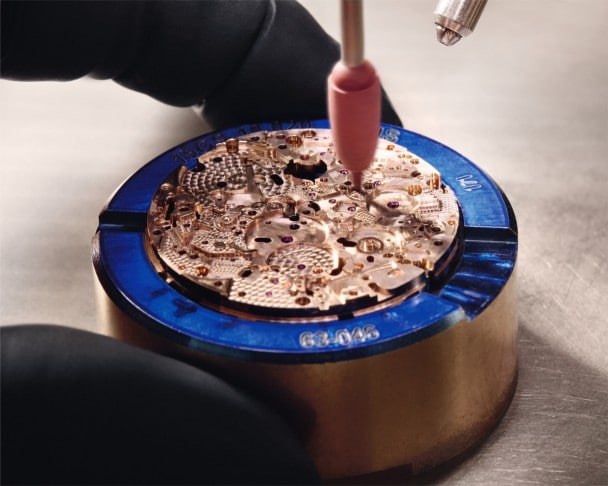
El paso final, que aporta un sutil toque de brillo adicional al anglage, es el pulido con un tallo de genciana.
El ojo entrenado reconocerá de inmediato esos ángulos interiores vivos que los relojeros denominan «angles rentrants». Son destacables, pues existe una línea nítida que divide los dos lados de la forma biselada. Este puente, por sí solo, tiene cuarenta y tres ángulos interiores vivos. Hay un total de ciento cuarenta y ocho ángulos interiores vivos. Estos ángulos son la pista inequívoca: delatan el método de acabado elegido y, al mismo tiempo, descartan métodos más económicos, más rápidos, menos meticulosos y, en definitiva, menos artesanales. Cuando un contorno es redondeado, pueden emplearse herramientas rotativas eléctricas para biselar el canto. Dado que los cantos redondeados son mucho menos exigentes y requieren menos tiempo, se ha impuesto en Suiza diseñar componentes con formas redondeadas, evitando así ángulos interiores vivos. En lugar de una herramienta eléctrica, los ángulos interiores vivos de este puente solo podrían lograrse mediante un proceso complejo de varias etapas, cada una de las cuales exige un trabajo manual hábil y cuidadoso.
Todo comienza con un punzón (que los relojeros denominan «buril»). El artesano talla todos los cantos para producir un ángulo de treinta grados desde la superficie superior. Si esta descripción evoca imágenes del grabado de métiers d’art, aférrese a esa idea, pues es precisa.
Una reflexión cuidadosa subyace a la elección del ángulo del bisel. Durante años, tanto en Blancpain como en gran parte del mundo relojero,la norma fue aplicar un bisel de cuarenta y cinco grados a los cantos de los componentes. Al reducir ese ángulo a treinta grados, el brillo del bisel terminado puede ser visto más fácilmente por el propietario. Los ángulos más pronunciados tienden a ser algo menos visibles y, además, en ciertas posiciones, pueden proyectar reflejos no deseados sobre elementos vecinos. Tras la creación inicial del ángulo de treinta grados, sigue una serie de etapas de pulido con madera, utilizando compuestos progresivamente más finos fijados a la madera. La etapa final de compuesto, usando un polvo de una micra, es asombrosa. Al tacto, el polvo de una micra se siente totalmente liso, pero esta fase de pulido no corresponde al paso final. Fiel a la gran tradición de la Vallée de Joux, Blancpain recolecta los tallos de genciana, una planta silvestre que crece cerca del taller. Con la aplicación de una mezcla cuya composición permanece en secreto, se confiera a la superficie el último matiz de brillo.
Tras el arte de llevar el anglage a todos los bordes complejos del puente se esconden las exigencias de la precisión relojera. A lo largo de cada una de estas etapas, los artesanos del acabado deben evitar cualquier deformación del componente, en particular la pérdida de planitud. Esto resulta efectivamente crítico cuando la pieza está calada, pues una manipulación inadecuada puede provocar una flexión. Por ello, la planitud se verifica tras completarse todas las operaciones de acabado.


Dispuestos, buriles, herramientas de madera y genciana utilizados en el proceso de anglage de múltiples etapas.


Pulido de anglage de un anillo sonoro de oro y de una zona de la platina.
PERLAGE
Ejemplo: la platina. La Grande Double Sonnerie se distingue del universo más amplio de las grandes complicaciones de prestigio por estar concevida como un movimiento plenamente integrado: una sola platina, sin platinas separadas para módulos. Dicho esto, la platina de la Grande Double Sonnerie es extraordinariamente compleja. Solo en su cara superior, los diseñadores la han dividido en un conjunto de zonas, la mayoría de las cuales recibe decoración de perlage. En el mundo relojero, lo más común es aplicar el perlage de la platina con un único tamaño de círculos o remolinos. Los artesanos del acabado de Blancpain entendieron que tal uniformidad no respetaría los tamaños y las formas de las zonas de la platina. En su lugar, la característica de cada zona dicta el tamaño de los «círculos» del perlage. Esto no solo dio como resultado cuatro tamaños distintos de perlage, sino que uno de ellos es más pequeño que cualquiera de las puntas de perlage disponibles en el mercado. Esta punta extraordinariamente fina, de solo 0,7 mm de diámetro, es tallada a medida por el propio artesano del perlage.
La creación de esta herramienta específica para los círculos más pequeños es solo el comienzo. Por lo general, el perlage se aplica directamente sobre un componente. Para añadir un grado más de refinamiento, Blancpain inicia el proceso con un acabado satinado a la platina1, preparando el metal para que el motivo gane profundidad y matiz. Una destreza extraordinaria y un ojo entrenado marcan las etapas siguientes. El artesano estudia cada una de las zonas de la platina y aplica manualmente cada «perla». La colocación de cada uno de los innumerables círculos es crucial para asegurar que todos se armonicen con la forma. Se requieren años de experiencia para dominar el oficio, pues cada remolino debe asentarse en el lugar exacto. Además, la presión ha de ser idéntica en la aplicación de cada remolino para que todos resulten uniformes a la vista. La escala de este trabajo manual es sobrecogedora: solo en la platina hay tres mil cuatrocientas ochenta y cuatro perlas independientes, aplicadas una a una a mano. ¿Qué señales permiten entonces al propietario distinguir lo exquisito de lo ordinario? La elección de tamaños diferentes para armonizar con la forma de cada zona, uniformidad y colocación perfecta. Y no debe olvidarse que el otro lado de la platina debe recibir el mismo tratamiento.
1 Antes de comenzar la decoración de perlage, hay ocho etapas diferentes para preparar la platina.
El complejo patrón de decoración de perlage de la platina.
CÔTE DE GENÈVE
Ejemplo: uno de los puentes del movimiento. Históricamente, la decoración côte de genève nunca ha impuesto una medida fija para la separación entre nervaduras, y esa libertad sigue vigente hoy2. Precisamente por ello, la armonía y la coherencia del trazo se vuelven esenciales.
El refinamiento es la palabra clave de esta decoración de superficie. El objetivo es lograr nervaduras definidas con nitidez, sin caer en lo excesivo, y, entre ellas, un grano fino, homogéneo, casi sedoso. De forma generalizada, las côtes de Genève se aplican mediante un cilindro rotatorio al que se adhiere papel abrasivo. Este conjunto se arrastra entonces sobre la superficie del componente, y cada pasada deja una nervadura. En su búsqueda de un acabado más exigente, Blancpain ha sustituido ese binomio papel abrasivo/ cilindro, sujeto a minúsculas distorsiones de planitud a medida que se usa la herramienta, por un cilindro macizo de pierre carbonée. La ventaja es inmediata: mayor precisión y superficies formadas con una constancia superarior. En cambio, su uso consume mucho más tiempo. Con papel abrasivo, basta una sola pasada por nervadura. Con pierre carbonée, cada nervadura requiere cuatro o cinco pasadas, retirando cada una solo cinco micras de la superficie. Se requiere gran destreza, pues la velocidad a la que el artesano arrastra la pierre carbonée sobre la superficie debe ser constante, ya que el espacio entre las finas líneas del motivo cambia con la velocidad. El resultado: nervaduras de filo nítido y líneas sutiles y refinadas entre ellas.
2 En efecto, hay muchos ejemplos de relojes de bolsillo del siglo XIX que muestran diferentes anchuras entre las nervaduras, algunas de ellas de más del doble de la anchura comúnmente vista hoy.
POLI MIROIR
Ejemplos: los martillos de sonnerie y el carro del tourbillon. Tradicionalmente, los martillos de las sonneries de prestigio (grandes sonneries, petites sonneries y repetidores de minutos) se fabrican en acero y reciben un pulido espejo, tanto por belleza como por su función protectora frente a la corrosión. La técnica, en apariencia, podría resumirse con facilidad: frotar el componente contra una superficie plana y dura hasta que brille. La distancia entre esta breve descripción y la realidad es enorme. La mayoría de los artesanos del acabado recurre a un bloque de estaño perfectamente plano sobre el que se pule el componente con un movimiento circular. En busca de un pulido todavía más fino que elimine incluso arañazos microscópicos, los artesanos de Blancpain añaden una etapa adicional, modificando el bloque mediante finas marcas entrecruzadas. Esas estrías atrapan las partículas ínfimas que se desprenden a medida que avanza el pulido, evitando que vuelvan a rayar la superficie. El propio martillo se fija a un disco realizado a medida, con dos apoyos y un punto de sujeción que conforman un trípode estable. Al iniciar el trabajo, se extiende una mezcla de polvo fino de diamante sobre la superficie del bloque. El artesano juzga el progreso por el tacto, percibiendo la finalización cuando el componente parece adherirse al bloque. La misma técnica se utiliza para el puente superior del tourbillon y para la rueda de pilares del movimiento.
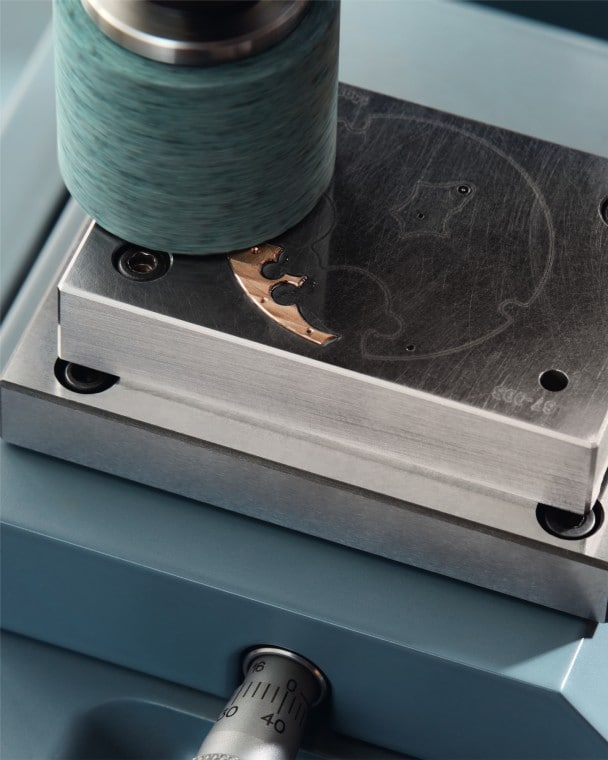
El cilindro de pierre carbonée aplicando un acabado côte de genève a un puente.

La herramienta especial que sujeta uno de los martillos para su pulido espejo.
TRAITS DROITS/TRAITS TIRÉS/SATINÉS CIRCULAIRE
Ejemplos: componentes de acero y gongs de oro. Por supuesto, los cantos de los componentes de acero se pulen en anglage. ¿Pero qué hay de las superficies planas superior e inferior? Primero, para una pieza alargada, el artesano debe verificar la planitud de la superficie con una tolerancia estricta. Para el acabado en sí, se utiliza un abrasivo de treinta micras y madera para crear líneas de una finura extrema. Se requiere gran cuidado, pues las líneas deben mantenerse perfectamente rectas y alineadas en toda la superficie. En los gongs de oro, en cambio, se impone un método particular. Para obtener un satinado circular de grano fino, el gong, se anclara sonre un soporte especialmente diseñado y, a mano, el conjunto se hace girar bajo una herramienta abrasiva.
MOULURES DIAMANTÉES
Avellanados. Dejar sin terminar el borde del puente que rodea un tornillo está fuera de toda cuestión. Por ello, el contorno, deno- minado «countersink», debe pulirse con el mismo rigor que el resto de la pieza. Sumándose a la impresionante lista de distintas maderas de pulido presentes en el taller de acabados, se favorece la madera de cerezo para los avellanados. El lustre resultante contrasta y, a la vez, realza la cabeza de tornillo, pulida espejo, que descansa en su interior.
THE UNSEEN
Todos los acabados que hemos estado describiendo son visibles en una de las caras de cada elemento del movimiento. ¿Y la cara que permanece oculta a la vista? También debe recibir el mismo tratamiento, con idéntico grado de exigencia y el mismo cuidado que la superficie visible. Y aún existe un último nivel de decoración, el más reservado de todos. El movimiento incorpora una placa de oro que, en su lado visible, lleva grabada la firma Blancpain. En el reverso, completamente oculto una vez montado en el movimiento, figura la firma personal del relojero que ensambló el reloj. Solo él, el artesano del acabado y, más adelante, el relojero que pueda estar realizando el servicio del reloj, tendrán alguna vez acceso a estas artesanías secretas, concebidas para no ser vistas.
Los artesanos de las salas de acabado de Blancpain, en Le Brassus, son auténticos maestros: dan belleza a las formas complejas de la multitud de componentes que se encuentran dentro de la caja de la Grande Double Sonnerie. Cada forma plantea sus propios desafíos. Su labor no se limina a dominar gestos exigentes y técnicas implacables; debe, además, preservar íntegramente la precisión de cada elemento. Traiga una lupa para disfrutar de los frutos de su artesanía.


Una parte de la miríada de herramientas de acabado. Se utilizan distintas herramientas individuales según el componente y la etapa particular del acabado.

Pulido con madera de cerezo de un avellanado («moulures diamantées»).

Capítulo 09
La construcción del tourbillon volante de Blancpain: una firma de la Maison.















